
Effects of Hybrid PVA–Steel Fibers on the Mechanical Performance of High-Ductility Cementitious Composites

1
School of Architecture and Environment, Sichuan University, Chengdu 610065, China
2
Key Laboratory of Deep Earth Science and Engineering, Sichuan University, Ministry of Education, Chengdu 610065, China
*
Author to whom correspondence should be addressed.
Buildings 2022, 12(11), 1934; https://doi.org/10.3390/buildings12111934
Submission received: 17 October 2022
/
Revised: 1 November 2022
/
Accepted: 8 November 2022
/
Published: 10 November 2022
(This article belongs to the Special Issue Advances in Building Materials)
Abstract
:Producing high-ductility cementitious composites (HDCC) increased in parallel with concrete demand in China recently. However, the high cost of manufacturing cementitious composites (HDCC) persists. To reduce the cost of HDCC, steel fibers, polyvinyl alcohol (PVA), and river sand were used to produce HDCC concrete in the present study. A total fiber content of 2% was formed with five different proportions of PVA fiber and steel fiber. Within the scope of the experimental studies, mechanical (workability, compressive strength, tensile, and bending properties), and microstructural (scanning electron microscopy) tests were carried out to investigate the properties of the hybrid fiber-reinforced composites. The results showed that the fluidity of HDCC increased with increasing steel fiber substitution. The compressive strength of the mixture containing 0.5% steel fiber and 1.5% PVA fiber exhibited a better compressive strength of 31.3 MPa. The tensile performance of the mixture was improved due to the incorporation of steel fiber. The initial cracking strength was about 2.32 MPa, 25.4% higher than that of the reference group, and the ultimate tensile strength was 3.36–3.56 MPa. However, reducing the content of PVA fiber impacts the flexural rigidity of the matrix.
1. Introduction
High-ductility cementitious composites (HDCC) can be defined as the multi-crack mode of steady-state crack propagation with ultimate elongation exceeding 0.5% under uniaxial tensile loading, where the average crack width of the short fiber-reinforced cement-based composites will usually be less than 100 μm. [1,2,3,4,5] As a highly ductile material, HDCC can solve the disadvantage of weak tensile resistance of traditional concrete. Moreover, under uniaxial tensile load, the strain hardening phenomenon of HDCC specimens with multi-crack cracking will occur. The excellent crack control ability will also endow HDCC with good long-term durability, such as impermeability, frost resistance, and salt erosion resistance [6,7,8,9,10]. However, the compressive strength of HDCC will generally be low, with a typical compressive strength of 40–60 MPa, making it difficult to meet the mechanical properties of ultra-high performance cement-based composites. In addition, HDCC materials are mainly composed of quartz sand and imported polyvinyl alcohol (PVA) fiber. Thus, the production cost of HDCC might be higher than other cement-based composites, and these defects might limit the large-scale use of HDCC in engineering.
To improve the mechanical properties of HDCC, especially its compressive strength, some researchers have tried to optimize the HDCC by finding the optimal fiber length. Ding [11] studied the effects of fiber length on the mechanical properties of HDCC with PVA fibers 6, 9, 12, 18, and 24 mm in length. The results showed that the optimum length of the PVA fibers was 9 mm, and the compressive strength of the HDCC increased by 15%. Hayashi first proposed Hybrid Fiber-Reinforced Cementitious Composites, to make up for the shortcomings of the single fiber-reinforced effect. Zhang [12] investigated the mechanical properties of polyvinyl alcohol–steel hybrid fiber–reinforced engineered cementitious composite (ECC) with a high-strength cement matrix, and the test results show that the cracking and tensile strength of the composites obviously increases with the addition of steel fiber. In order to improve the mechanical properties of ECC, Liu [13] mixed steel fibers into traditional ECC, and tested the mechanical properties of the polyvinyl alcohol (PVA)–steel hybrid fiber-reinforced cementitious composites (HyFRCC). The results show that the compressive toughness and the post-peak ductility of PVA–steel HyFRCC are improved significantly due to fiber hybridization. Furthermore, the mixture of PVA and steel fiber has a remarkable effect on the improvement of ECC compression toughness and crack control. Zhou [10] prepared the HDCC by mixing PVA and steel fibers and found that adding 2% steel fibers increased the strength of concrete by 40%, but decreased its ductility. Although the blending of steel fibers with PVA fibers could be used as a method to improve the compressive strength of HDCC [14,15], few studies attempted to prepare the polyvinyl alcohol (PVA)–steel hybrid HDCC using the low-strength cement matrix. However, the most commonly used cement-based material strength is only about 30 MPa.
In addition, due to high production costs, HDCC materials are not widely used in China, and quartz sand and PVA fibers produced by the Kuraray Company in Japan are the main reasons for the high production cost. To reduce production costs and rationalize use of domestic resources, many Chinese researchers have attempted to use natural river sand or PVA fibers produced in China to prepare HDCC. Su et al. [16] used natural river sand to prepare HDCC, with a bending deflection of about 1 mm. Jiang et al. [17] used natural river sand and PVA fibers made in China to prepare HDCC, and its bending deflection was 8 mm. But compared with Japanese PVA fiber (J-PVA fiber), the tensile strength and elastic modulus of Chinese PVA fiber (C-PVA fiber) are lower. Therefore, the mechanical properties of HDCC are not improved by PVA fiber made in China. Kan et al. [18] compared the mechanical properties of two HDCCs prepared from Chinese and Japanese PVA fibers. It was found that the HDCC prepared from C-PVA fiber could meet the ductility requirements, but the improvement of compressive strength, tensile strength, and initial crack strength of HDCC by C-PVA fiber was not as good as that of J-PVA fibers. Qiao et al. [19] improved the mechanical properties of HDCC by blending C-PVA and J-PVA, but the cost of the HDCC was still high. It can be seen that more research is needed to completely replace J-PVA with C-PVA to prepare HDCC. Furthermore, research using river sand and C-PVA fiber to prepare HDCC is less frequent. This scheme can further reduce the production cost of HDCC in China and has better prospects for development, which deserves our attention.
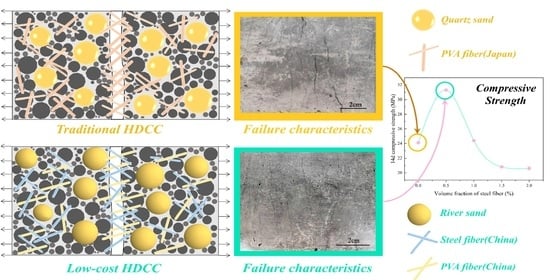
Traditional HDCC has the defects of high cost and mismatch between strength and ductility. This study attempts to prepare low-cost HDCC by mixing river sand with steel fiber and PVA fiber produced in China, hoping to improve its strength and reduce cost based on the excellent deformation capacity, making the composites more suitable for engineering projects. The mixing process of steel and PVA fiber is particularly important for researching low-cost HDCC performance. The compressive strength of concrete materials commonly used in engineering is about 30 MPa, however, steel fiber is more suitable for high-strength paste with large consistency [20,21]. In addition, the proportion of steel fiber is about six times that of PVA fiber. The larger the proportion of steel fiber content, the greater the probability of steel fiber sinking into the bottom of the matrix, which affects its bridging ability to improve the matrix strength. HDCC fiber volume content is usually about 2% [22]. Using more than 2% fiber may be difficult to mix evenly, resulting in a workability decrease [23,24,25,26]; therefore, five test schemes were designed with a total fiber volume of 2%, by adjusting the volume ratio of steel and PVA fibers. The effects of the different mixing schemes on HDCC concrete workability and compressive, tensile, and flexural strengths were investigated. The dispersion of steel and PVA fibers in the HDCC was also observed. The new type of HDCC prepared in this paper has low cost, good strength and deformation capacity, and better long-term durability than traditional concrete, which is suitable for the Chinese engineering market. The suggestions for its preparation can also provide a reference for other countries to prepare HDCC with localized raw materials.
2. Materials and Methods
2.1. Materials and Mixture Proportions
In this paper, the fine aggregate is river sand with a maximum particle size of 1.18 mm and an average grain size of about 369.9 μm. Portland cement PC 42.5R (Chinese) is selected as the cement; the chemical composition of cement and fly ash is shown in Table 1. The water-reducing agent is the polycarboxylic acid superplasticizer. For the particle size distribution of each solid raw material in the test piece, see Figure 1. Steel fibers were used to replace PVA fibers in the HDCC with volume contents of 0%, 0.5%, 1%, 1.5%, and 2%. Given the influence of fiber on the workability of HDCC, the total volume content of steel fibers and PVA fibers was always 2%.
The performance of HDCC is significantly affected by the admixture, and the main factors affecting its strength are fiber performance and content, water-binder ratio, etc. The properties of fibers produced by different manufacturers are quite different. By comparing the properties of similar fibers in China, the fibers in this test are selected, and their morphology and properties are shown in Figure 2 and Table 2. The water-binder ratio determines the strength and workability of concrete. Adding a certain amount of fly ash into concrete can not only replace cement but also improve the fluidity of the concrete mixture and help fibers disperse evenly in the matrix due to the ball effect of fly ash particles. Therefore, in order to make the prepared HDCC strength widely applicable to most projects, the water-binder ratio of the matrix was set to 0.3 in this experiment. Based on the above factors, this experiment is shown in Table 3.
2.2. Sample Preparation
A planetary cement mortar mixer with a capacity of 5 L was used to dry mix the cement, fly ash, and river sand for 2 min. Then, we added water and a water reducing agent, mixed at a low speed for 3 min, and finally slowly added the steel and PVA fibers. After mixing for 3 min, the fresh cement-based material was obtained. We poured the HDCC slurry into the mold, which was vibrated for 30 s. The compressive strength test piece adopted two types of molds: 40 mm × 40 mm × 160 mm prism molds, and 3 test pieces from each mix proportion group were poured into the molds. Dumbbell-shaped thin plates were used for tensile test pieces, which were 13 mm thick, 330 mm long, and 60 mm wide at both ends, while the length of the middle part × width was 80 mm × 30 mm. We poured three test pieces from each group of mixed proportions. The bending test piece consisted of a 400 mm × 100 mm × 15 mm thin plate, and 3 test pieces were formed in each group. The formwork was removed 48 h after pouring the fresh composite materials, and testing was carried out after curing in a standard curing box at a temperature of (20 ± 2) °C and humidity of 95% for 14 days.
2.3. Test Method
The workability was tested according to GB/T 2419-2005, “Test method for the fluidity of cement mortar” [27]. After the mortar was placed into a truncated conical mold, and then tamped and stabilized, it was vibrated on the jumping table for 25 s, and then the diameters of the bottom surfaces perpendicular to each other were measured with a caliper, and the average value was taken as the mortar fluidity value.
The compressive strength of the material was tested by the method provided in [22], which also studied high-ductility cement-based composite material with a fiber volume content of less than 2%. This method is based on ASTM C1018-97, which is consistent with the standard selected for subsequent evaluation of flexural toughness. The dimensions of the specimens were 40 mm × 40 mm × 160 mm. The specimens were cured in a controlled curing environment with a humidity of 90 ± 5% and temperature of 20 ± 3 °C for 14 days. The section size of 40 mm × 40 mm was used as the bearing surface of the compressive test, and the loading rate was 0.1 mm/min. After starting the testing machine, when the upper compression plate was near the specimen, a balance ball was adjusted to check the axial compressive strength at 40% of the total load. It was then unloaded to 0 and the same rate was applied. After the preloading was applied three times, loading was conducted a fourth time at the same rate until it was damaged. The fully automatic data acquisition and processing system of the universal testing machine (WDW-300 kN, accuracy level 0.5) were used to collect and process load and deformation data.
A uniaxial tensile test was carried out according to the recommendations for the design and construction of high-performance fiber-reinforced cement composites with multiple fine cracks (HPFRCC) from the Japan Civil Society (JSCE-2006) [28]. The uniaxial tensile test was carried out after the specimen was cured in water for 14 days, as shown in Figure 3. The tensile area is divided by 30 mm × 13 mm of the test piece, and the collet displacement of the gauge is divided by 80 mm as the strain. Finally, the ultimate tensile strain of the specimen is defined as the ultimate tensile strain directly obtained by the instrument minus the corresponding strain value of the stress-strain curve at the end of the rising section. Pretreatment of the test piece before the test consisted of taking the test piece out of the water incubator 2 days in advance and placing it indoors. After the surface of the test, the piece was dry, we polished the forming surface of the test piece with sandpaper to make the surface flat, and then degreased and decontaminated the end of the test piece with an alcohol cotton ball, strengthening the transition area with carbon fiber, and then pasted a 2 mm thick aluminum plate on the carbon fiber cloth. The test was carried out after the epoxy resin was cured, with a curing time of at least 24 h. The test equipment consisted of a universal testing machine (WDW-300 kN, accuracy level 0.5), and the loading mode consisted of displacement loading, with a loading rate of 0.1 mm/min.
The four-point bending test was conducted according to the test method described by Xu et al. [29], which adopted a 400 mm × 100 mm × 15 mm thin plate test piece (as shown in Figure 4) and was tested after water curing for 14 days. The loading rate was 0.4 mm/min, the test piece span was 300 mm, and the testing instruments consisted of a WDW (300 kN, accuracy level 0.5) universal testing machine and hc-ck101 crack-width observer (the minimum scale was 20 μm). The calculation formula of the bending strength of the test piece is shown in Formula (1):
where is the bending strength of the test piece (MPA), F is the bending load (n), L is the bearing span (mm), b is the width of the thin plate specimen (mm), and h is the height of the thin plate specimen (mm).
After the 14-day compression test, the micro-morphology of the mortar was observed by a double beam ultra-high resolution field emission scanning electron microscope (FIB-SEM). This paper estimates the toughness of the specimen based on ASCM-C1018-97 [30]. As shown in Figure 5, in this method, when the deflection corresponding to the initial crack point is 3, 5.5, and 10.5 times, we see the area (T1) under the load-deflection curve corresponding to the initial crack point, and the areas T3, T5.5, T10.5 under the load-deflection curve for which the deflection corresponding to the initial crack point is 3, 5.5, and 10.5 times, respectively. The ratio of T3, T5.5, and T10.5 to T1 is I5, I10, I20, I30, respectively, which were used as indices to measure the toughness of the HDCC. The calculation method of the toughness index is shown in Formula (2).
3. Results and Discussion
3.1. Workability
The replacement of PVA fibers with steel fibers could improve the overall flow of the HDCC accordingly. Figure 6 shows the effects of different compounding schemes of steel and PVA fibers on the flow of the HDCC. As shown in the figure, when the steel fiber replaced 0.5% PVA fibers, the flowability of the HDCC was 200 mm, which was comparable to the benchmark group. When the steel fiber doping rate was 1%, the flow degree of the HDCC was 250 mm, which was 25% higher than the reference group, and the slurry displayed the phenomenon of water secretion. By increasing the steel fiber admixtures to 1.5% and 2%, the flow degree was higher than 250 mm, and a significant degree of water secretion was observed. This phenomenon was due to the hydrophilic properties of the PVA fibers. The steel fibers had a density of 7.85 kg/m3, which was about three times the density of the PVA fibers at 1.3 kg/m3, and the steel fibers in the HDCC thin slurry showed a tendency to sink, which was also the main reason for the phenomenon of water secretion [31,32,33]. Therefore, the steel fibers and PVA intermixing process had to be fully considered for their impact on the fluidity of the high-ductility cementitious composites, with a recommendation that PVA fiber dosing was not less than 1%.
3.2. Compressive Strength
With an increase in the steel fiber substitution volume, the compressive strength of the HDCC first increased and then decreased. Figure 6 demonstrates the compounding effects of the steel and PVA fibers on the compressive strength of the HDCC. As shown in Figure 7, with the increase in the steel fiber substitution rates of 0%, 0.5%, 1%, 1.5%, and 2%, the compressive strength values of the matrix were 31.3 MPa, 24.4 MPa, 20.8 MPa, and 20.6 MPa, which increased 29.8%, 1.2%, −13.6%, and −14.5%, respectively, compared to the baseline group. The steel fibers had a high tensile and compressive modulus of elasticity, which could effectively stop the development of microcracks in the matrix and improve the compressive strength of the concrete [34]. However, when the steel fiber content exceeds 1%, the compressive strength decreases. It shows that the decrease in the proportion of PVA fiber makes the fluidity of the matrix increase, but the friction between the matrix and the steel fiber is also reduced, which makes the overall fiber bridging effect decrease, and the number of interface weak areas increases, resulting in a decrease in compressive strength.
Wang et al. [21] mixed Chinese-made steel fibers with Japanese-made PVA fibers to try to improve the compressive strength of the prepared HDCC. Due to the different strengths from the matrix used in this paper, only the increase in compressive strength was compared. Wang increased the compressive strength of the matrix by 19.5%, while in this paper, blending Chinese steel fibers and Chinese PVA fibers can increase the compressive strength of the matrix by 29.8%, which better achieves the purpose of improving the compressive strength of the matrix by blending fibers.
3.3. Tensile Behavior
As shown in Figure 8, the axial tensile stress-strain curve of the HDCC in the PVA-steel fiber blending process was mainly determined by the PVA fiber. The frictional slip hardening coefficient η between the PVA fibers and the matrix was greater than 0, which was the main reason for the strain hardening phenomenon of the HDCC with the PVA fiber. The friction slip hardening coefficient between the steel fibers and the matrix was less than or equal to 0. Therefore, there was almost no strain hardening in the S4 group. Under the premise that the total volume doping of fibers was 2%, the appropriate increase in steel fiber doping could make the fibers play a better bridging role; however, over-doping of the steel fibers resulted in too little PVA doping, and the HDCC strain hardening phenomenon was correspondingly weakened [35,36,37]. The main reason is that the bridging effect between the PVA fiber and the matrix exceeds that between the steel fiber and the matrix. As the fluidity of the matrix increases, the bonding effect between the steel fiber and the matrix will be reduced accordingly, so that the overall fiber bridging effect decreases, and the tensile strength of the material decreases.
Table 4 lists the uniaxial tensile test results of the HDCC, which indicated that with an increase in steel fiber doping, the initial cracking strength of the HDCC first increased and then decreased, while the initial cracking strength of group S1 was 2.32 MPa, resulting in an increase of 25.4% compared to the base group of 1.85 MPa, which coincided with the maximum compressive strength of the matrix in group S1.
However, the improvement in the tensile strength of the matrix obtained by blending steel fiber is not significant. The later test can improve the matrix’s strength to improve the steel fiber’s bridging effect.
The tensile strength of the HDCC was maintained between 3.35 MPa and 3.56 MPa. The tensile strain capacity of the HDCC in all groups decreased compared to the reference group, which was mainly due to the hard and smooth surfaces of the steel fibers; the friction force between them and the matrix in the low-strength slurry was less than that between the PVA fibers and the slurry. This indicated that the increase in the amount of steel fiber admixture decreased the tensile strain capacity of the HDCC. However, the hardening strength index PSHstrength first decreased and then increased compared to the base group. This trend was caused by the compressive strength of the HDCC and the initial cracking stress of the matrix, which increased and then decreased with the incorporation of steel fibers, while the tensile strength did not change significantly.
From the HDCC stress-strain curves, it can be observed that both the S1 and S2 groups displayed a strain-hardening phenomenon. The S1 group showed a more significant multi-joint cracking phenomenon. The compressive strength of the HDCC compounded with 1.5% PVA and 0.5% steel fibers increased by 29.8% compared to the reference group, indicating better tensile and compressive properties.
3.4. Bending Performance
The incorporation of steel fibers had a significant effect on the number and width of cracks, where the number of cracks in the specimens decreased rapidly with an increase in steel fiber admixture, and the crack widths increased significantly. Figure 9 shows the damage patterns of the HDCC in the five groups under bending load, and demonstrates the changes in the number of the HDCC flexural cracks and crack widths. As shown in Figure 9, nine cracks in the S1 group with a crack width of about 96.6 μm were observed. However, there are obvious coarse cracks on the left side of the loading point in specimen S2, with a width of more than 0.2 mm, and five fine cracks on the right side of the pure bending section. There is a coarse crack and one fine crack in the middle of specimen S3, while there is only one coarse crack in specimen S4. These crack widths do not meet HDCC requirements. It can be concluded that PVA fiber is beneficial in reducing the development of HDCC cracks. Moreover, the number of cracks is related to matrix strength. Therefore, it is suggested that the content of PVA fiber should not be less than 1.5% for the blending process test of steel fiber and PVA fiber.
Figure 10 demonstrates the peak bending strength of the HDCC in the five groups, and as shown in the figure, there was no significant change in the ultimate bending load of the HDCC. The sinking of steel fibers led to some errors in the data of the S4 group; therefore, this study focused on the analysis of the change law of the S1 and S2 data. The ultimate flexural loads of the S1, S2, and S3 groups were 831N, 801N, and 549N respectively, which were 17%, 12.8%, and 22.7% higher than the baseline 710N group. In addition, the replacement of PVA by steel fibers resulted in a rapid reduction of HDCC deflection, with ultimate deflection of 7.1 mm, 7.5 mm, and 8.1 mm for each group, which decreased by 55%, 52.5%, and 48.7%, respectively, compared to the reference group of 15.8 mm. This indicated that with the increase of liquidity, compared with the improvement of the toughness of the material through the bridging effect, the introduction of the weak interfacial transition zone has a greater adverse effect, which makes the deformation capacity decrease.
Figure 11 shows the four-point bending load-deflection curves of the HDCC, indicating that with an increase in steel fiber doping, the number of serrated shapes representing strain hardening in the bending curve of the HDCC gradually decreased, and there was no serrated phenomenon in the S4 group. The reasons for this can be attributed to the slip hardening between steel fiber and matrix, which was less than 0. However, the decrease in PVA fiber admixture led to a decrease in the total amount of the 2% fiber’s ability to control the stable cracking of the cracks.
The bending toughness indices of HDCC summarized in Table 5 allowed for further quantitative analysis of the bending properties of the five HDCC groups. As presented in the table, the toughness indices of all groups were greater than 1. Results indicate that the HDCC still had good toughness after the combination of steel and PVA fibers, where I5 = 4.78 < 5 in group S1 and I20 and I30 were not measured. Moreover, results also indicate that the toughness of the HDCC decreased rapidly when 0.5% ST replaced the PVA fibers, and I5 = 4.51 and T10 = 9.29 < 10 in group S2. The values of I5 decreased compared to the reference group, and I10 was less than 10, indicating a further decrease in toughness. Furthermore, i5 and I10 in group S3 were smaller than the data in group S2, and the specimen toughness continued to decrease, and s4 only had I5 < 5, where the specimen toughness was mainly provided by steel fibers, which was significantly lower than S3. The incorporation of steel fibers had a significant weakening effect on the toughness of the HDCC. The friction force between the steel fibers and the matrix was smaller than between the PVA fibers and the matrix, which made the deflection of the HDCC during the tensile process decrease (see Table 5) and reduced the ductility of the HDCC to some extent [38,39].
3.5. SEM Analysis
SEM analysis results showed that the S2 test group had good mechanical properties. The improvement in mechanical properties can be attributed to the good bridging effect of both the steel and PVA fibers, which was based on the uniform distribution of the fibers in the matrix. The microscopic morphology of tensile fractures in the S2 group is shown in Figure 12. It is indicated that the small percentage of steel fibers show no obvious effect on the dispersion of the PVA fibers. The steel fibers could be clearly distinguished from the PVA fibers. The increase in the diameter of the steel fibers of 0.2 mm was much higher than the diameter of the PVA fibers. In addition, the number of steel fibers was significantly less than the number of PVA fibers. The steel fiber surface was attached to a large amount of slurry, indicating good bonds between the HDCC slurry and steel fibers. The PVA fibers in the slurry showed chaotic distribution, with no agglomeration phenomenon, indicating that blending the PVA and steel fiber will not affect the dispersion and uniformity of the PVA fiber. In addition, the PVA fiber ends were attached to the scattered pulp and contained hydration gel products, indicating that the blending of steel fibers did not lead to PVA structures such as scratches or other destructive effects. Therefore, the steel fibers have a good bonding effect with the HDCC slurry, and the admixture of steel fibers did not affect the microstructure and dispersibility of the PVA fibers.
4. Conclusions
In this study, steel and PVA fiber-compounded HDCC was prepared by using natural river sand, replacing Chinese-made PVA fiber with Chinese-made steel fiber of the volume doping (0, 0.5%, 1%, 1.5%, 2%), and the effects of steel fiber doping on the flow, compression, tensile and bending properties of HDCC were mainly investigated. In addition, scanning electron microscopy (SEM) was used to analyze the microscopic morphology of the HDCC, and the feasibility of HDCC preparation using natural river sand compounding with PVA–steel fiber from China was investigated. The main conclusions were as follows.
- (1)
- After steel fibers were used to replace the PVA fibers, the flow of the HDCC slurry increased. When 0.5% steel and 1.5% PVA fibers were combined, the change in the flow rate of HDCC was not significant. When 1% steel and 1% PVA fibers were combined, the flow rate increased by 25% compared to the reference group. When the steel fiber dosing exceeded 1.5%, the flow of the slurry increased sharply; however, it should be noted that the sinking of the steel fibers would reduce the homogeneity of the slurry.
- (2)
- The compressive strength of the HDCC increased and then decreased with an increase in steel fiber admixture. The compressive strength of the HDCC increased with the combination of 0.5% steel fiber and 1.5% PVA fiber by 29.8% compared to the reference group. When the volume of steel fibers increased as a percentage of the total volume of incorporated fibers, the tensile strain capacity of the HDCC decreased rapidly, while the tensile strength remained almost constant.
- (3)
- The initial cracking stress and flexural stiffness of the HDCC tend to decrease with the incorporation of steel fibers. However, the toughness and ultimate deflection decreased significantly only when 0.5% steel fibers and 1.5% PVA were added. A significant phenomenon of multi-cracking and strain hardening was observed. Microscopic analysis of the S2 test group specimens showed that the incorporation of steel fibers had no significant effect on the microstructure and dispersion of the original PVA fibers.
We found the optimal fiber blending ratio (Chinese steel fiber and PVA fiber) through research and prepared an HDCC with low-cost, strength meeting engineering requirements, and excellent toughness. The research results can expand the application of HDCC in the Chinese market, and the research methods can provide a reference for other countries to prepare low-cost HDCC using localized raw materials. However, due to the limitation of test conditions, the extensometer is not used in the uniaxial tensile test. In addition, steel fibers are prone to sink, and it is not easy to evenly distribute in the matrix to form a three-dimensional disordered fiber system. Therefore, it is necessary to ensure that the steel fiber can be uniformly dispersed in the matrix. The above two aspects can be improved in future research.
Author Contributions
Conceptualization, O.A. and Z.Z.; methodology, Z.W.; writing—original draft preparation, L.L.; writing—review and editing, B.L. All authors have read and agreed to the published version of the manuscript.
Funding
The project is supported by National Natural Science Foundation of China, grant number 51678379.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ding, C.; Guo, L.; Chen, B.; Xu, Y.; Cao, Y.; Fei, C. Micromechanics theory guidelines and method exploration for surface treatment of PVA fibers used in high-ductility cementitious composites. Constr. Build. Mater. 2018, 196, 154–165. [Google Scholar] [CrossRef]
- Öztürk, O.; Yıldırım, G.; Keskin, S.; Siad, H.; Şahmaran, M. Nano-tailored multi-functional cementitious composites. Compos. Part B Eng. 2019, 182, 107670. [Google Scholar] [CrossRef]
- Alyousif, A.; Lachemi, M.; Yildirim, G.; Aras, G.H.; Sahmaran, M. Influence of Cyclic Frost Deterioration on Water Sorptivity of Microcracked Cementitious Composites. J. Mater. Civ. Eng. 2016, 28, 04015159. [Google Scholar] [CrossRef]
- Cong, D.; Liping, G.; Jinming, R.; Yongming, W.; Xinyu, L.; Bing, Y.; Yuan, G.; Wanpeng, L. Polyvinyl Alcohol Fiber Length Optimization for High Ductility Cementitious Composites with Different Compressive Strength Grades. Adv. Mater. Sci. Eng. 2021, 2021, 7183288. [Google Scholar] [CrossRef]
- Sahmaran, M.; Al-Emam, M.; Yildirim, G.; Semsek, Y.E.; Erdem, T.K.; Lachemi, M. High-early-strength ductile cementitious composites with characteristics of low early-age shrinkage for the repair of infrastructures. Mater. Struct. 2015, 48, 1389–1403. [Google Scholar] [CrossRef] [Green Version]
- Hermes, P.; Zhang, Y.; Soe, K.T.; Bell, J.R. Material Properties of a New Hybrid-Fiber Engineered Cementitious Composite. Adv. Mater. 2012, 450–451, 433–438. [Google Scholar] [CrossRef]
- Gong, C.; Zhang, J. Tensile performance of high ductile fiber reinforced cementitious composite. J. Hydraul. Eng. 2008, 3, 361–366. (In Chinese) [Google Scholar]
- Li, X.; Yang, X.; Ding, Z.; Du, X.; Wen, J. ECC Design Based on Uniform Design Test Method and Alternating Conditional Expectation. Math. Probl. Eng. 2019, 2019, 9575897. [Google Scholar] [CrossRef]
- Said, S.H.; Razak, H.A.; Othman, I. Flexural behavior of engineered cementitious composite (ECC) slabs with polyvinyl alcohol fibers. Constr. Build. Mater. 2015, 75, 176–188. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Y.; Xi, B.; Yu, K.; Sui, L.; Xing, F. Mechanical Properties of Hybrid Ultra-High Performance Engineered Cementitous Composites Incorporating Steel and Polyethylene Fibers. Materials 2018, 11, 1448. [Google Scholar] [CrossRef] [Green Version]
- Cong, D. Modified Micromechanical Model and Regulation Mechanism of High Ductility Cementitious Composite. Ph.D. Thesis, Southeast University, Nanjing, China, 2020. [Google Scholar]
- Zhang, J.; Wang, Q.; Wang, Z. Properties of Polyvinyl Alcohol-Steel Hybrid Fiber-Reinforced Composite with High-Strength Cement Matrix. J. Mater. Civ. Eng. 2017, 29, 04017026. [Google Scholar] [CrossRef]
- Liu, W.; Han, J. Experimental Investigation on Compressive Toughness of the PVA-Steel Hybrid Fiber Reinforced Cementitious Composites. Front. Mater. 2019, 6, 108. [Google Scholar] [CrossRef]
- Fantilli, A.P.; Mihashi, H.; Nishiwaki, T. Tailoring Hybrid Strain-Hardening Cementitious Composites. Aci. Mater. J. 2014, 111, 211–218. [Google Scholar] [CrossRef]
- Soek, T.; Zhangy, X.; Zhangl, C. Impact resistance of hybrid-fiber engineered cementitious composite panels. Compos. Struct. 2013, 104, 320–330. [Google Scholar]
- Wang, X.M. Research on the mechanical performance of specimen combinating strain-hardening cementitious composites and mortar. Concrete 2007, 5, 33–35. [Google Scholar]
- Guoqing, J.; Xiaoquan, L.; Wei, S.; Honggen, Q. Studies on key Technology and Mechanical Behavior of High-Performance Cement-based Compound Material. Archit. Technol. 2007, 03, 228–230. [Google Scholar]
- Lili, K.; Zhi, Z.; Li, Z.; Weidong, L. Effect of Low-cost PVA Fibers on the Mechanical Properties of Engineered Cementitious Composites. Eng. Mech. 2019, 36, 121–129, 182. [Google Scholar]
- Zhi, Q.; Feng, P.Z.; Shaoping, M.; Defeng, L. Optimization of Mix Proportion and Experimental Analysis of Mechanical Properties of Hybrid PVA-ECC. J. Chongqing Jianzhu Univ. 2015, 10, 72–81. [Google Scholar]
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Mix design and properties assessment of ultra-high performance fibre reinforced concrete (UHPFRC). Cem. Concr. Res. 2014, 56, 29–39. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, J.; Wang, Q. Mechanical Behavior and Crack Width Control of Hybrid Fiber Reinforced Ductile Cementitious Composites. J. Build. Mater. 2018, 21, 216–221. [Google Scholar]
- Cai, X.; Xu, S. Experimental measurement and evaluation indexes of toughness properties for uhtcc under uniaxial compression. Eng. Mech. 2010, 27, 218–224, 239. [Google Scholar]
- Çelik, A.İ.; Özkılıç, Y.O.; Zeybek, Ö.; Özdöner, N.; Tayeh, B.A. Performance Assessment of Fiber-Reinforced Concrete Produced with Waste Lathe Fibers. Sustainability 2022, 14, 11817. [Google Scholar] [CrossRef]
- Karalar, M.; Özkılıç, Y.O.; Deifalla, A.F.; Aksoylu, C.; Arslan, M.H.; Ahmad, M.; Sabri, M.M.S. Improvement in Bending Performance of Reinforced Concrete Beams Produced with Waste Lathe Scraps. Sustainability 2022, 14, 12660. [Google Scholar] [CrossRef]
- Aksoylu, C.; Özkılıç, Y.O.; Hadzima-Nyarko, M.; Işık, E.; Arslan, M.H. Investigation on Improvement in Shear Performance of Reinforced-Concrete Beams Produced with Recycled Steel Wires from Waste Tires. Sustainability 2022, 14, 13360. [Google Scholar] [CrossRef]
- Özkılıç, Y.O.; Aksoylu, C.; Arslan, M.H. Experimental and numerical investigations of steel fiber reinforced concrete dapped-end purlins. J. Build. Eng. 2021, 36, 102119. [Google Scholar] [CrossRef]
- GB/T 2419-2005; Test Method for the Fluidity of Cement Mortar. Administration of Quality Supervision Inspection and Quarantine Press: Beijing, China, 2005.
- JSCE-2006; Recommendations for Design and Construction of High-Performance Reinforced Cement Composites with Multiple Fine Cracks (HPFRCC). Japan Society of Civil Engineers Press: Tokyo, Japan, 2008.
- Cai, X.; Xu, S. Study on Corresponding Relationships between Flexural Load-deformation Hardening Curves and Tensile Stress-strain Hardening Curves of UHTCC. Eng. Mech. 2010, 27, 8–16. [Google Scholar]
- ASTM C1018; Standard Test Method for Flexural Toughness and First-Crack Strength of Fiber-Reinforced Concrete (Using Beam with Third-Point Loading). American Society for Testing and Materials Press: West Conshohocken, PA, USA, 1997.
- Abbas, Y.M.; Iqbal Khan, M. Fiber–Matrix Interactions in Fiber-Reinforced Concrete: A Review. Arab. J. Sci. Eng. 2016, 41, 1183–1198. [Google Scholar] [CrossRef]
- Deng, Y.; Zhang, Z.; Shi, C.; Wu, Z.; Zhang, C. Steel fiber–matrix interfacial bond in ultra-high performance concrete: A review. Engineering 2022. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; He, W.; Wu, L. Effects of steel fiber content and shape on mechanical properties of ultra high performance concrete. Constr. Build. Mater. 2016, 103, 8–14. [Google Scholar] [CrossRef]
- Othman, H.I.; Marzouk, H.; Sherif, M. Effects of variations in compressive strength and fibre content on dynamic properties of ultra-high performance fibre-reinforced concrete. Constr. Build. Mater. 2019, 195, 547–556. [Google Scholar] [CrossRef]
- Li, V.C.; Wu, C.; Wang, S.; Ogawa, A.; Saito, T. Interface tailoring for strain-hardening polyvinyl alcohol-engineered cementitious composite (PVA-ECC). ACI Mater. J. 2002, 99, 463–472. [Google Scholar]
- Redon, C.; Li, V.C.; Wu, C.; Hoshiro, H.; Saito, T.; Ogawa, A. Measuring and modifying interface properties of PVA fibers in ECC matrix. J. Mater. Civ. Eng. 2001, 13, 399–406. [Google Scholar] [CrossRef] [Green Version]
- Özkan, Ş.S.; Demir, F. The hybrid effects of PVA fiber and basalt fiber on the mechanical performance of cost effective hybrid cementitious composites. Constr. Build. Mater. 2020, 263, 120564. [Google Scholar] [CrossRef]
- Li, V.C.; Stang, H. Interface Property Characterization and Strengthening Mechanisms in Fiber Reinforced Cement Based Composites. Adv. Cem. Based Mater. 1997, 6, 1–20. [Google Scholar] [CrossRef]
- Hong, L.; Chen, Y.D.; Li, T.D.; Gao, P.; Sun, L. Microstructure and bonding behavior of fiber-mortar interface in fiber-reinforced concrete. Constr. Build. Mater. 2020, 232, 117235. [Google Scholar] [CrossRef]
Figure 1.
Particle size distribution of solid ingredients.

Figure 2.
Images of PVA fibers and steel fibers.

Figure 3.
Specimen for the tensile test (unit: mm).

Figure 4.
Specimen for the four-point bending test (unit: mm).

Figure 5.
Schematic diagram of toughness index of HDCC.

Figure 6.
The workability of specimens.

Figure 7.
The compressive strength of specimens.

Figure 8.
Uniaxial tensile stress-strain curves of HDCC.

Figure 9.
Representative crack pattern under flexural load on HDCC specimens.

Figure 10.
Peak flexural strength of HDCC specimens.

Figure 11.
Four-point flexural load-deflection curves of HDCC.

Figure 12.
Microcosmic appearance of S2.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of cement and fly ash (% by weight).
| Material | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | SO3 | Loss on Ignition |
|---|---|---|---|---|---|---|---|---|
| Cement | 17.78 | 2.49 | 2.5 | 63.67 | 3.09 | 0.46 | 4.77 | 4.53 |
| Fly ash | 4.28 | 24.56 | 5.01 | 9.88 | - | 2.24 | - | 2.1 |
Table 2.
Physical and mechanical properties of C-PVA fiber and steel fiber.
| Material | Ultimate Tensile Strength (MPa) | Elastic Modulus (GPa) | Diameter (μm) | Elongation (%) | Length (mm) | Density (g/m3) |
|---|---|---|---|---|---|---|
| PVA fiber | 1500–1600 | 38–41 | 38–40 | 5.5–7.5 | 12 | 1.3 |
| Steel fiber | 2850 | - | 220 | - | 13 | 7.85 |
Table 3.
Mixture ratios of specimens.
| Number | Cement (kg/m3) | FA (kg/m3) | Sand (kg/m3) | PVA (kg/m3) | ST (kg/m3) | Water (kg/m3) | Superplasticizer (kg/m3) |
|---|---|---|---|---|---|---|---|
| JZ | 550 | 550 | 550 | 26 | 0 | 330 | 5.5 |
| S1 | 550 | 550 | 550 | 19.5 | 39.25 | 330 | 5.5 |
| S2 | 550 | 550 | 550 | 13 | 78.5 | 330 | 5.5 |
| S3 | 550 | 550 | 550 | 6.5 | 117.75 | 330 | 5.5 |
| S4 | 550 | 550 | 550 | 0 | 157 | 330 | 5.5 |
Notes: ST-steel fiber.
Table 4.
Results of the uniaxial tensile test.
| Number | First-Crack Strength σfc (MPa) | Tensile Strength σp (MPa) | Tensile Strain Capacity (%) | PSHstrength |
|---|---|---|---|---|
| JZ | 1.85 (±0.12) | 3.35 | 1.37 | 1.81 |
| S1 | 2.32 (±0.10) | 3.36 | 0.88 | 1.45 |
| S2 | 2.05 (±0.18) | 3.38 | 0.62 | 1.65 |
| S3 | 1.55 (±0.32) | 3.56 | 1.13 | 2.29 |
| S4 | 1.55 (±0.37) | 3.42 | 1.23 | 2.20 |
Notes: PSHstrength = σp/σfc − Strength Index.
Table 5.
Toughness indices of HDCC under the bending test.
| Materials | I5 | I10 | I20 | I30 |
|---|---|---|---|---|
| Elastic-perfectly plastic materials | 5 | 10 | 20 | 30 |
| Plain concrete | 1 | 1 | 1 | 1 |
| JZ | 5.04 | 10.47 | 21.78 | 35.68 |
| S1 | 4.78 | 10.63 | - | - |
| S2 | 4.51 | 9.29 | - | - |
| S3 | 4.0 | 7.11 | - | - |
| S4 | 3.08 | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Li, L.; Li, B.; Wang, Z.; Zhang, Z.; Alselwi, O. Effects of Hybrid PVA–Steel Fibers on the Mechanical Performance of High-Ductility Cementitious Composites. Buildings 2022, 12, 1934. https://doi.org/10.3390/buildings12111934
AMA Style
Li L, Li B, Wang Z, Zhang Z, Alselwi O. Effects of Hybrid PVA–Steel Fibers on the Mechanical Performance of High-Ductility Cementitious Composites. Buildings. 2022; 12(11):1934. https://doi.org/10.3390/buildings12111934
Chicago/Turabian StyleLi, Lianghui, Bixiong Li, Zhiwen Wang, Zhibo Zhang, and Othman Alselwi. 2022. "Effects of Hybrid PVA–Steel Fibers on the Mechanical Performance of High-Ductility Cementitious Composites" Buildings 12, no. 11: 1934. https://doi.org/10.3390/buildings12111934
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.