
Sustainable Dyeing and Finishing of Cotton Fabrics with Layer-by-Layer Technique

Department of Textile Engineering, Faculty of Engineering, University of Süleyman Demirel, 32260 Merkez, Turkey
Coatings 2023, 13(6), 1129; https://doi.org/10.3390/coatings13061129
Submission received: 12 May 2023
/
Revised: 12 June 2023
/
Accepted: 17 June 2023
/
Published: 20 June 2023
Abstract
:Large amounts of water, synthetic dyestuffs and chemicals are used in the wet processes of textile finishing, and at the end of these processes, liquors containing chemical substances create a waste load. For this reason, it is of great importance to develop new wet-finishing processes that use less water, dyestuffs and chemicals. For this purpose, the layer-by-layer deposition method (LbL) was used in this research as an environmentally friendly, sustainable method that can be used in wet-finishing processes to minimize chemical, water and energy consumption. The dyeing and functional finishing of cotton fabrics were carried out in one process by the LbL method. Cotton fabrics were pre-treated with a commercial cationic dye fixation agent and cationic charges were produced on the fabric surfaces. Reactive and direct dyestuff groups were used in the dyeing process of cotton fabrics and fluorocarbon was used in the functional finishing process. Eight and 12 dye/fluorocarbon layered structures were obtained by LbL deposition using a laboratory-type padder. Cotton fabrics were dyed and finished with the same dyes and fluorocarbon via the padding method and both samples were compared. The washing, rubbing and light color fastness properties, color strength and color difference of the dyed samples were tested. Tensile strength, air permeability, SEM graphs, contact angle, water and oil repellency analyses were performed for the treated fabrics.
1. Introduction
When we look at the textile industry in terms of sustainability, water, chemical and energy consumption are indisputably the three main issues. Textile dyeing processes consume excessive amounts of water and leave a large amount of untreatable hazardous waste, such as salts, hydroxides and unreacted dyes, in the environment. Environmental pollution associated with the textile industry is seen as a critical global problem and new technologies and alternative environmentally friendly processes need to be developed to alleviate this situation [1,2,3,4,5,6,7].
The most used dyestuffs in the dyeing processes of cotton textile materials are reactive and direct dyestuffs. Large amounts of salt are required to increase the adsorption of dyestuffs used in dyeing cotton, and large volumes of water are required to clean hydrolyzed dyes [8,9]. The amount of salt used in the recipe varies between 5 and 125 (o.w.f.) depending on the weight of the fabric [10].
Different textile dyeing technologies (anhydrous supercritical dyeing, solvent dyeing, dyeing with liquid ammonia, reverse microemulsion dyeing methods, etc.) have been developed to prevent water pollution caused by the textile dyeing industry due to excessive water use. However, these technologies do not provide a solution for reactive dyeing processes due to the insoluble dyestuff in carbon dioxide or the use of environmentally unfriendly hydrocarbon solvents [11,12,13,14,15,16,17].
Studies to minimize salt and water consumption in dyeing processes include applying enzymatic processes in fabric preparation, using biodegradable organic salts and different surface modifications of cotton [18,19,20,21].
Generally, weak hydrogen and Van der Waals bonds are effective in binding the reactive dyestuff to cellulose. Through surface modifications of cellulose, such as cationization, stronger ionic bonds can be obtained that promote dye binding [11]. While the new, positively charged groups obtained by cationization increase the substantiveness between the dye and fabric, the uptake of anionic dyes increases significantly [22,23].
The LbL method is based on the alternating deposition of anionic and cationic groups to form nanometer-sized multilayer coatings on the surface of a charged material through electrostatic interactions. Nanoparticles, dyes, proteins, polymers, biomolecules, sensors, etc., can be incorporated into the surfaces of different materials to impart functional properties. It can be seen that non-planar textile fabrics are studied widely with the LbL technique because the surface, size and shape of the material to be coated are not limiting factors. In recent years, researchers have used the LbL method to impart many properties, such as dyeability [24], antifouling [25], X-ray shielding, electromagnetic shielding and electrical conductivity [26], antimicrobial [27], flame retardancy [28], UV protection [29], water and oil repellency and self-cleaning, strength [30], to fabrics containing natural and synthetic fibers. Regarding the dyeing processes of textiles with LbL, a few papers have been published. Cotton fabrics dyed with brightening agents [31], reactive dyes and acid dyes [32] have been studied in the literature via the LbL method. In some other studies, the LbL process is used as a pretreatment before dyeing to prevent dye aggregation and to increase dye uptake for cotton [33] and polyester fibers [24].
The development of an environmentally friendly dyeing process is essential to contribute to the sustainable development of the textile industry. This study aimed to carry out both the dyeing and finishing of cotton simultaneously with the layer-by-layer coating method, to minimize water, auxiliary chemical and energy consumption. Reactive dyestuffs as well as direct dyestuffs are negatively charged; therefore, a positively charged fluorocarbon was used to achieve the functional finishing properties.
2. Materials and Methods
Bleached woven cotton fabric (plain woven; 138.84 g m2; 56 thread cm−1 warp and 31 thread cm−1 weft; yarn count 50/1) was used in the dyeing and finishing processes (Table 1). Reactive and direct dyes were purchased from NF Chemical, Türkiye, and the Dyeset Chemical Technologies Joint Stock Company, Türkiye, respectively. Dye fixing agent Aysol Mordan T (polyamine) was provided by Ayteks Chemical, Türkiye. Fluorocarbon solution (Rucostar EEE6, C6-fluorocarbon resin with hyperbranched polymers in a hydrocarbon matrix, PFOA and PFOS-free, cationic, liquid) was purchased from Rudolf Duraner, Türkiye. Commercially used chemicals and dyestuffs were used both in the dyeing and finishing processes according to the classical impregnation principle and in the dyeing and finishing processes performed according to the layer-by-layer deposition system. For the impregnation and LbL processes, a laboratory-type horizontal padding machine was used with a fabric speed of 2 m per minute and 2 bar pressure.
2.1. LbL Dyeing and Finishing Processes
First, the fabric was washed with a non-ionic washing agent and then padded with a cationic dye fixing agent (Aysol Mordan T) to impart cationic sites to the surfaces of the cotton fibers. Reactive and direct dyes with three primary colors were used for the dyeing process with 2 wt %. Reactive dyes that were used for the dyeing contained one –N N– (azo) bond, vinyl sulfone and monochlorotriazine for the red color, anthraquinone for the blue color and monochlorotriazine for yellow dye as reactive groups. Direct dyes contained azo groups, benzothiazoles as reactive groups and SO3Na as solubilizing groups.
A fluorocarbon solution was used for cationic layers with 50 g/L and pH 4.5. A laboratory-type padding machine was used for continuous processes for the reactive or direct dye/fluorocarbon multilayer film deposition process. In the deposition process, the positively charged cotton fabrics were padded by the following solutions alternately: (a) the anionic dye solution, (b) deionized water, (c) the cationic fluorocarbon solution, (d) deionized water. This deposition cycle was repeated until 8 and 12 multilayer dye/fluorocarbon films were deposited on the cotton fabrics; then, the fabrics were cured at 150 °C for 5 min.
2.2. Pad-Dyeing and Finishing Process
The same dyes and fluorocarbon were also applied to the cotton fabric through the conventional pad-dyeing technique for comparison purposes. In the impregnation method, the dyeing process was applied first, followed by washing processes, and then impregnation with fluorocarbon was performed. Dyeing was done according to the impregnation method with a mixture containing 25 mL silicate, 7.5 mL of caustic soda, 1.5 mL of wetting agent and 2% of the dyestuff to be used. The unfixed dyestuff was removed by pickling with 0.8 g/L acids and performing 2 hot, 1 warm and 1 cold rinses. Afterward, the fluorocarbon prepared at 50 g/L with 1 mL/L acetic acid at pH 5 was applied and the fabrics were dried at 165 °C for 1.5 min and fixed at 165 °C for 2 min. For the process name, “LbL” is used for the layer-by-layer dyeing and finishing process and “padding” refers to the classic pad–dry–cure method.
Colorfastness Tests: Dyeing performance was assessed in terms of dry and wet rubbing fastness (AATCC-8-1996), washing fastness (ISO 105 C06 A1S) with 3 repeats and light fastness (TS EN ISO 105-B06). The gray scales were used to determine the color change and staining, yielding the color difference below the samples for rubbing and washing fastness. The blue wool scale was used to determine the color differences in the samples for light fastness.
Color Strength and Color Difference: Color strength (K/S) values of the samples were determined using the Kubelka–Munk formulation (Equation (1), where R: the decimal fraction of the reflectance of fabric, K: the absorption coefficient, S: the scattering coefficient), which was programmed in a Minolta 3600d Spectrophotometer (illuminant D65, 10 standard observers) based on reflectance measurements. The color difference in the treated sample compared to untreated fabric was evaluated using the L*, a* and b* coordinate values according to CIELAB; see Equation (2).
Tensile Strength: The breaking strength of samples in the warp direction at fracture was tested according to the TS EN ISO 13934-1 Standard (Textiles—Tensile properties of fabrics, strip method) with a Lloyd LR5K Plus electronic tensile strength machine. The specimens were prepared in 350 mm × 70 mm dimensions according to the standard and 5 tests were done.
Scanning Electron Microscopy: Microscopic investigations of the selected samples were carried out using a Quanta 400F scanning electron microscope (SEM) at an acceleration voltage of 10 kV. The fabric samples were sputter-coated with a 10 nm Au/Pd layer prior to SEM observation.
Air Permeability: Air permeability was examined with a TexTest Instruments FX 3300 Air Permeability Tester III instrument at 100 Pa pressure, according to the EN ISO 9237 Standard. A circular specimen holder, with an orifice included, was used for the tests, carried out on an area of 20 cm2. Ten tests were done for each sample and the average values were calculated.
Water Repellency: The water repellency of the samples was evaluated according to the ISO 4920 Standard (Textile fabrics—Determination of resistance to surface wetting—Spray test) using a spray tester. This test method evaluated the fabric’s resistance to wetting using a specified volume of distilled or fully deionized water. The spray rating was determined by comparing the appearance of the samples with a five-grade scale of photographic standards for resistance to surface wetting (0–5) [34,35].
Oil Repellency: The oil repellency of the samples was evaluated according to the AATCC 118-2007 Standard (Oil repellency—Hydrocarbon resistance test) via a series of standard hydrocarbons of different surface tensions, numbered 1 to 8. Hydrocarbon test liquid drops were placed on the sample surface and the highest numbered test liquid that did not wet the fabric gave the grade of oil repellency.
Static Contact Angle Measurement: The static contact angle was measured on the samples using an optical goniometer apparatus; 10 μL distilled water droplets were applied to the samples at 20 °C. Five different measurements were performed on the samples and the average values were calculated.
Washing Durability: The samples were washed according to ISO method 105-C10:2006(C) with 5 g/L nonionic soap solution (with a liquor ratio of 50:1) at 50 °C for 45 min; they were then rinsed and dried for 5 cycles.
3. Results and Discussion
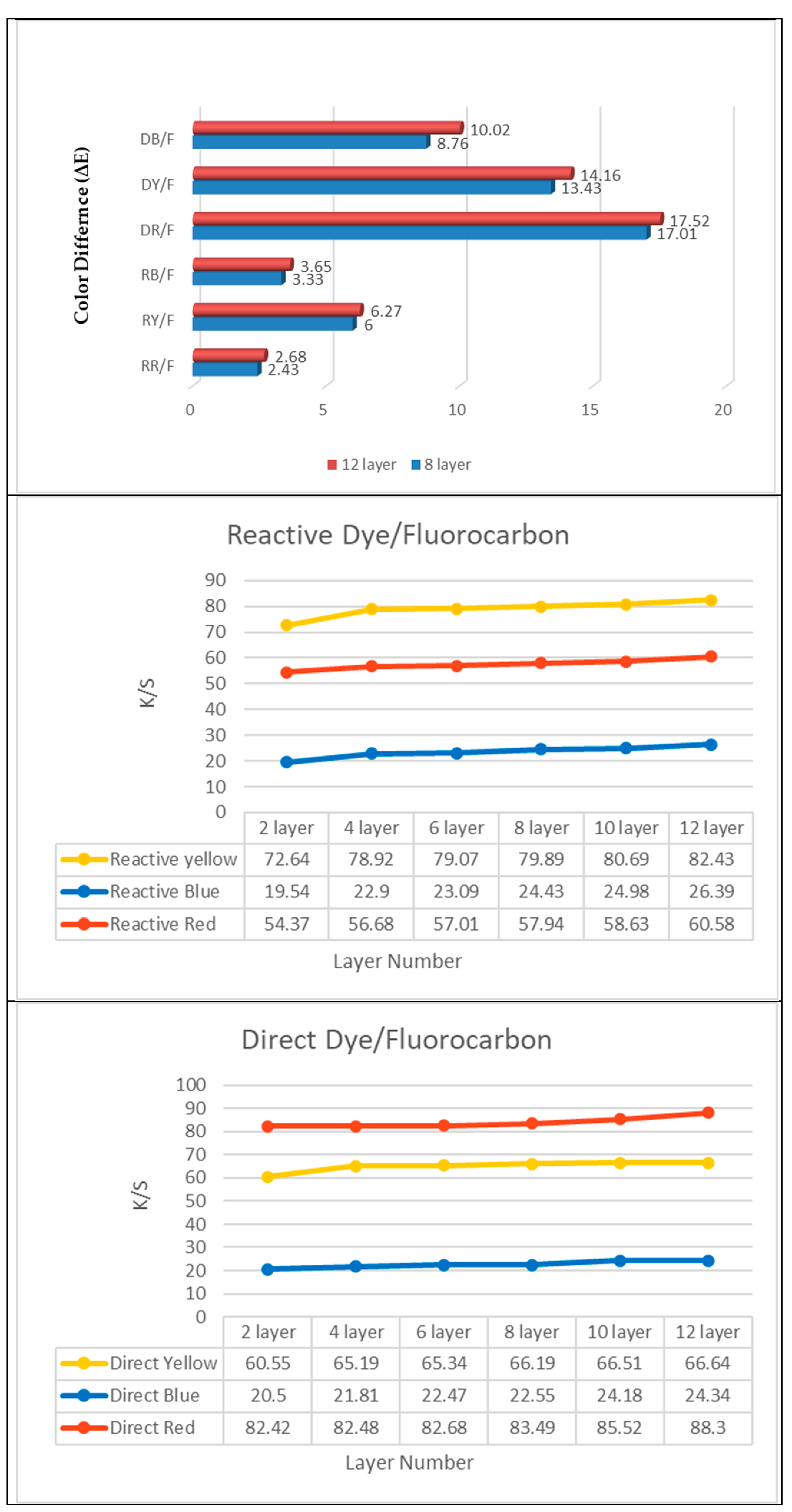
Due to the pad–dry–cure and LbL dyeing processes, the color strength values (K/S) and color differences ΔΕ of the fabrics were measured by spectrophotometer measurements and the test results are given in Figure 1. The ΔΕ values obtained for dyeing processes performed with the pad–dry–cure method and the K/S values of the untreated fabric were taken as a reference. The ΔΕ values obtained with direct dyestuffs were much higher than those for the reactive dyestuffs. In the processes performed with the LbL method, the number of layers was recorded in all dyed samples in the difference in the ΔΕ values that they obtained. The color strength values (K/S) of fabrics dyed by the pad–dry–cure method with direct dyestuffs could be obtained in approximately four layers by the LbL method and approximately six layers in reactive dyestuffs. K/S values obtained with DY, DB and DR were 66.11, 20.34 and 78.52, respectively. With RY, RB and RR, K/S values of 74.86, 24.52 and 52.63, respectively, were measured.
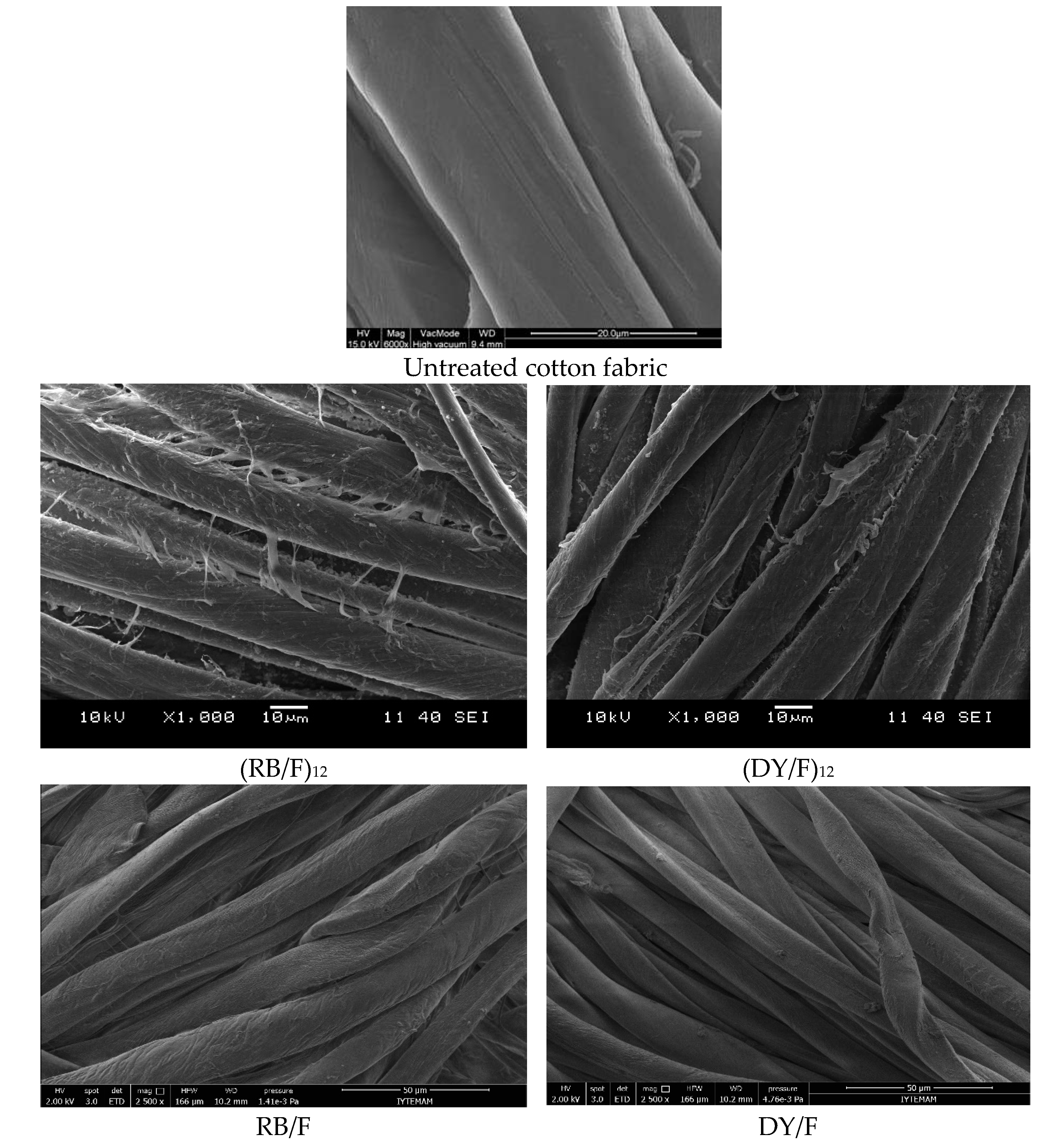
In general, one of the factors governing the surface wetting behavior is the surface roughness, and the other is the surface chemical composition. Cotton fabrics create a coarse, porous, micrometer-sized layer, while the surface roughness required for the hydrophobic property can only be achieved with a low-surface-energy coating. In both applications performed with the fluorocarbon, it was seen that the fiber surfaces were covered well and smoothly, as seen in the SEM graphs given in Figure 2. However, in the LbL deposition processes, it was determined that the fibers were more densely coated in such a way that they were connected with each other.
As a result of the dyeing processes performed with pad–dry–cure and LbL methods, washing (staining and color change), rubbing (wet and dry) and light fastness color fastness tests were carried out and the results are given in Table 2. In dyeing accomplished with reactive dyestuffs, similar test results were found between both methods, especially between 12 layers and pad–dry–cure. In eight-layer dyeing, the value differences between the methods were generally not greater than half the value. In the evaluations performed on direct dyestuffs, it was seen that the washing, rubbing and light fastness values were much higher and better with the LbL method than with the pad–dry–cure method. The main reason that direct dyestuffs are used less often than reactive dyestuffs in commercial applications is that lower brightness and fastness results are obtained. With the results obtained, it can be seen that these disadvantages can be partially eliminated with the LbL method and the commercial applicability of direct dyestuffs with the LbL method may be increased.
The untreated cotton fabric did not show water- and oil-repellent properties as expected. The treated fabrics’ water-repellent properties were measured in the spray test method and contact angle measurements. While, with the spray test method, textile materials’ real-time behavior can be tested, contact angle tests show the surface free energy changes. Spray tests of the treated fabrics were evaluated using the ISO 4920:2012 Standard. All samples were assessed according to the ISO rating scale, as shown in Table 3. Compared with the untreated fabric, treated fabrics (after LbL or padding treatment) had good water repellency, with around ISO 3–4. For LbL-treated samples, with an increase in the number of layers, the test grade increased too. According to the contact angle results, all the treated fabrics exhibited good hydrophobic properties, greater than 130° for direct dyes and 140° for reactive dyes. After five washing cycles, fabrics still showed hydrophobic properties and the largest angles were found with 12-layer LbL-treated fabrics. The oil repellency properties of the samples were evaluated using different standard hydrocarbons. Test results were given according to the largest amount of test liquid that did not wet the fabric. In particular, with the reactive dyed samples, 7-n-octane degrees were obtained for both methods. As can be seen from the obtained color yield and fastness values, the reactive dyestuffs could be coated more successfully with the LbL coating process. With the addition of more reactive dye in each layer, the number of charged groups to which the fluorocarbon structure could be attached was also increased. For this reason, it was concluded that the obtained oil repellency and contact angle values were higher in coatings produced with reactive dyestuffs compared to direct dyestuffs.
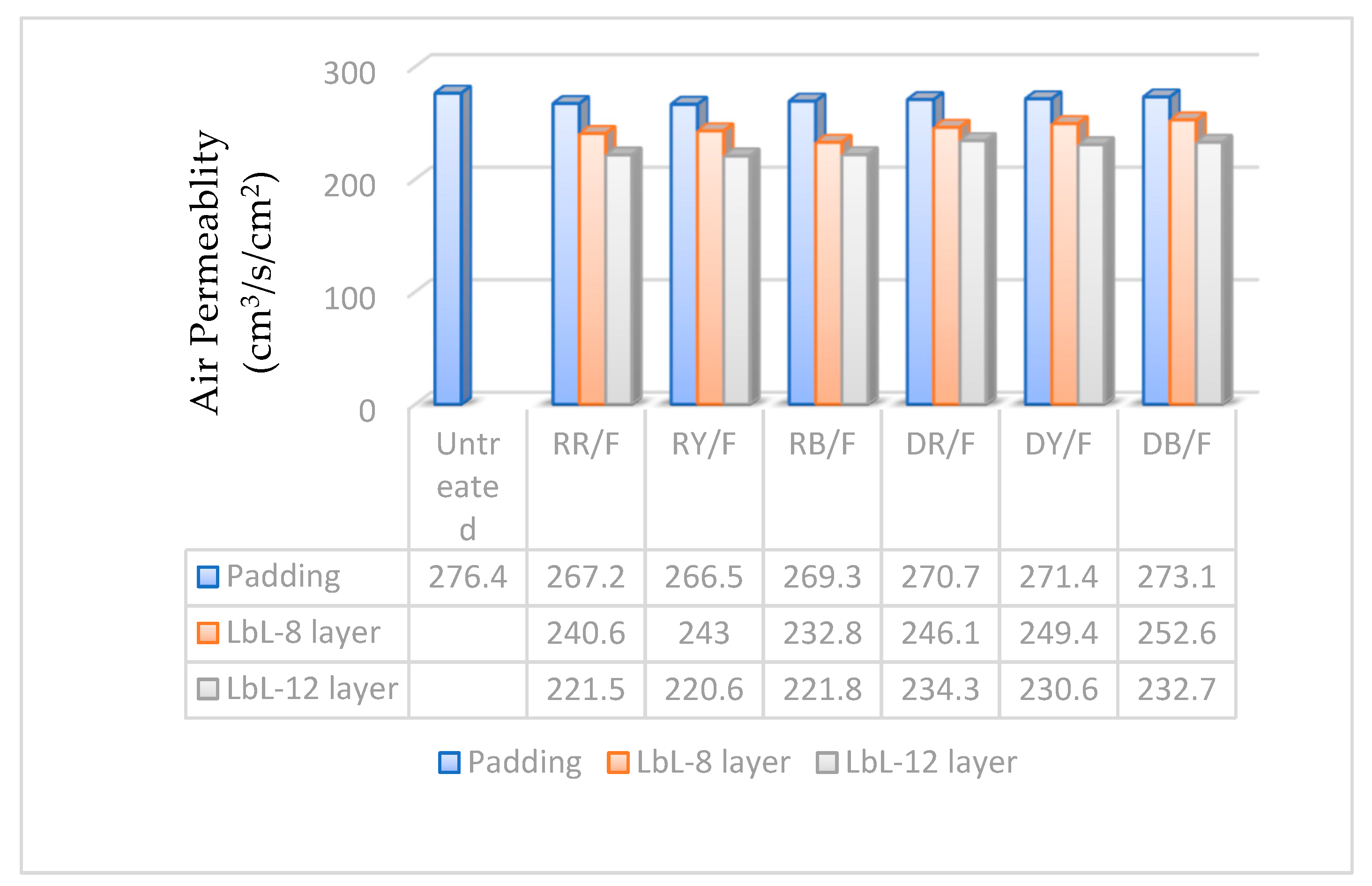
In order to evaluate the effect of the pad–dry–cure and LbL methods applied to cotton fabrics, their air permeability properties were examined and the results are given in Figure 3. As a result of the dyeing and finishing processes applied, the air permeability values decreased in both methods, but the decrease in these values did not reach significant levels that affected the comfort properties of the fabrics. As the number of layers increased in the LbL method, the values decreased more, especially for the results obtained with reactive dyestuffs, proving the presence of inter-fiber connections, as shown in the SEM images. Since cotton fabrics contain hydrophilic fibers with weak hydrogen bonds, during wet processes in industrial applications, they show shrinkage, and their air permeability values may decrease as a result.
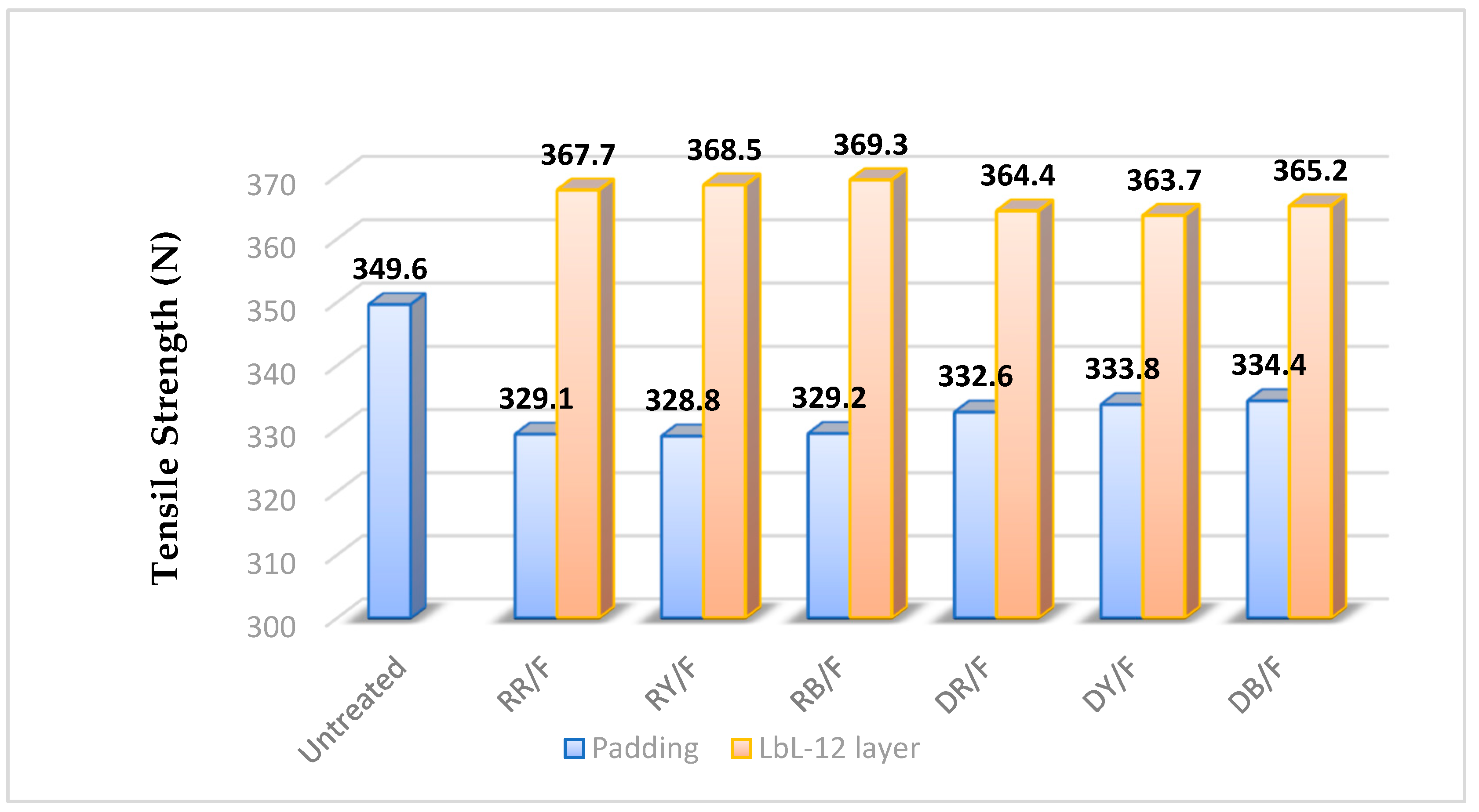
The strength properties of untreated and dye-finished samples were measured and compared to determine whether the applied treatments weakened the fabrics (Figure 4). It was seen that the tensile strength values decreased by 5.88% for reactive dyestuffs and 4.58% for direct dyestuffs in the process carried out according to the pad–dry–cure method. The fluorocarbon left the fabric stiff as it cross-linked with the O-H group in the amorphous region of the cotton. In addition, since the cross-linking reaction of the fluorocarbon occurred with acetic acid added to the bath in the acidic region, it caused a decrease in strength [36,37,38]. As a result of the processes carried out according to the layer-by-layer deposition principle, it was determined that there was an increase in the breaking strength values of 5.41% for reactive dyes and 4.24% for direct dyes. The difference here is thought to be because no extra chemicals were used besides the chemical groups used for dyeing and water-repellent finishing. Notably, there was no need to use acetic acid, which is required to obtain appropriate pH values in an acidic environment. As a result, the greatest difference was the use of much fewer chemicals, the creation of less waste and the absence of a loss in the physical properties of the textile material. The product obtained was dyed and gained water-repellent properties in a single step, and we also increased its life cycle by increasing its strength.
4. Conclusions
With the development of technology, the focus of many researchers has been on sustainable and environmentally friendly production methods. While there are many technological innovations that facilitate the dyeing and finishing treatments of cotton products, which are the most used natural fibers in the world, most of the environmentally sustainable options are more costly. Although the use of treatment and disposal systems by the industry is preferred as a solution, these systems do not offer low-cost and fully environmentally friendly approaches. For this reason, it is necessary to develop more sustainable dyeing and wet-finishing technologies. The LbL technique offers a new alternative where both dyeing and functional finishing can be combined in a single process and the process can be applied with simple modifications on currently used padding machines.
Commercial chemicals and dyestuffs currently used in the industry were used in all processes. In this study, the layer-by-layer deposition method, which promises sustainability, was carried out with a padding machine used in the finishing industry. In this way, both existing chemicals and technology were used and an innovative LbL dyeing–finishing process was presented for the textile industry with much less water, chemical, and energy use, in an eco-friendly manner.
The obtained dyeing performance results gave the same or better values than the classical pad–dry–cure method. Since the process is completed without adding any textile auxiliaries to the dyeing solutions used, the dye baths can be reused or a much smaller waste load can be achieved. The dyestuff color yield values are much higher than those of the classical method, and the dyestuff usage efficiency also increases. As a result of the conventional reactive dyeing process, there is no need for multi-step washing steps that require large amounts of water, chemicals and heating. Fastness properties, which are the reason that direct dyestuffs are less preferred, could be obtained at very high levels with the LbL technique. In the processes performed with the fluorocarbon, the same water repellency, oil repellency and contact angle results were obtained with the classical method; in particular, the washing durability reached higher levels with the LbL treatment. In the evaluation of the physical properties of the fabrics after treatment, the losses experienced for the classical method in terms of the strength values were seen in the LbL technique. However, improvements in the strength properties were determined due to the fact that the dyeing process was carried out at an ambient temperature and the fluorocarbon could be bonded to the cotton fibers without the need for an acidic environment. As a result, by using only a dyestuff and fluorocarbon, the use of unnecessary auxiliary chemicals was eliminated and no waste load was created. It can be concluded that the LbL technique is much better than the conventional pad–dry–cure method in terms of cost, performance, efficiency and sustainability. For the textile wet-finishing industry, the LbL technique is an ideal solution for cotton fabrics. Future studies can be carried out on products mixed with different fiber types so that the method can be adopted at an industrial level.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
This work was supported by the Scientific Research Fund of Suleyman Demirel University. Project Number: 4496-YL2-15.
Conflicts of Interest
The author declares no conflict of interest.
References
- Ahsan, R.; Masood, A.; Sherwani, R.; Khushbakhat, H. Extraction and application of natural dyes on natural fibers: An eco-friendly perspective. Rev. Educ. Adm. Law 2020, 3, 63–75. [Google Scholar] [CrossRef]
- Chen, H.L.; Burns, L.D. Environmental analysis of textile products. Cloth. Text. Res. J. 2006, 24, 248–261. [Google Scholar] [CrossRef]
- Gulzar, T.; Farooq, T.; Kiran, S.; Ahmad, I.; Hameed, A. Green chemistry in the wet processing of textiles. In The Impact and Prospects of Green Chemistry for Textile Technology; Woodhead Publishing: Soston, UK, 2019; pp. 1–20. [Google Scholar]
- Gunasekar, V.; Ponnusami, V. Sustainable textile dyeing processes. Environ. Chem. Lett. 2016, 14, 113–122. [Google Scholar]
- Kumar, P.S.; Yaashikaa, P.R. Sustainable dyeing techniques. In Sustainable Innovations in Textile Chemical Processes; Springer: Singapore, 2018; pp. 1–29. [Google Scholar]
- Lara, L.; Cabral, I.; Cunha, J. Ecological Approaches to Textile Dyeing: A Review. Sustainability 2022, 14, 8353. [Google Scholar] [CrossRef]
- Kabir, S.M.F.; Chakraborty, S.; Hoque, S.M.A.; Mathur, K. Sustainability Assessment of Cotton-Based Textile Wet Processing. Clean Technol. 2019, 1, 232–246. [Google Scholar] [CrossRef] [Green Version]
- Manavi, N.; Kazemi, A.S.; Bonakdarpour, B. The development of aerobic granules from conventional activated sludge under anaerobic-aerobic cycles and their adaptation for treatment of dyeing wastewater. Chem. Eng. J. 2017, 312, 375–384. [Google Scholar] [CrossRef]
- Mohsin, M.; Sardar, S.; Hassan, M.; Akhtar, N.; Sufyan, M. Novel, sustainable and water efficient nano bubble dyeing of cotton fabric. Cellulose 2020, 27, 6055–6606. [Google Scholar] [CrossRef]
- Huang, P.; Xia, D.; Kazlauciunas, A.; Thornton, P.D.; Lin, L.; Menzel, R. Dye-mediated interactions in chitosan-based polyelectrolyte/organo-clay hybrids for enhanced adsorption of industrial dyes. ACS Appl. Mater. Interfaces 2019, 11, 11961–11969. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tang, A.Y.; Lee, C.H.; Wang, Y.M.; Kan, C.W. Dyeing cotton with reactive dyes: A comparison between conventional water-based and solvent-assisted PEG-based reverse micellar dyeing systems. Cellulose 2019, 26, 1399–1408. [Google Scholar] [CrossRef]
- Rather, L.J.; Jameel, S.; Dar, O.A.; Ganie, S.A.; Bhat, K.A.; Mohammad, F. Advances in the sustainable technologies for water conservation in textile industries. In Water in Textiles and Fashion; Woodhead Publishing: Soston, UK, 2019; pp. 175–194. [Google Scholar] [CrossRef]
- Awais, K.; Mazhar, H.P.; Muhammad, M.; Max, W. A review on developments in dyeing cotton fabrics with reactive dyes for reducing effluent pollution. J. Clean. Prod. 2015, 87, 50–57. [Google Scholar]
- Muhammad, M.; Shaheen, S. Multi-criteria decision analysis for textile pad-dyeing and foam-dyeing based on cost, performance, productivity and sustainability. Cellulose 2019, 26, 4143–4157. [Google Scholar]
- Amin, M.N.; Blackburn, R.S. Sustainable chemistry method to improve the wash-off process of reactive dyes on cotton. ACS Sustain. Chem. Eng. 2015, 3, 725–732. [Google Scholar] [CrossRef]
- Banchero, M. Supercritical fluid dyeing of synthetic and natural textiles—A review. Color. Technol. 2013, 129, 2–17. [Google Scholar] [CrossRef]
- Fu, C.C.; Wang, J.P.; Liu, J.Q. A non-aqueous dyeing process of reactive dye in cotton. J. Text. Inst. 2015, 106, 152–161. [Google Scholar] [CrossRef]
- Luo, X.J.; White, J.; Thompson, R.; Rayner, C.; Kulik, B.M.; Kazlauciunas, A.; He, W.D.; Lin, L. Novel sustainable synthesis of dyes for clean dyeing of wool and cotton fibres in supercritical carbon dioxide. J. Clean. Prod. 2018, 199, 1–10. [Google Scholar] [CrossRef]
- Wang, M.L.; Wang, Q.W.; Qu, P.Y.; Liu, Y.; Xu, Y.Z. Supercritical fluid spray dyeing: A new method of dyeing and simulations of its flow field. Adv. Mater. Res. 2011, 396–398, 2038–2043. [Google Scholar] [CrossRef]
- Pei, L.; Gu, X.; Wang, J. Sustainable dyeing of cotton fabric with reactive dye in silicone oil emulsion for improving dye uptake and reducing wastewater. Cellulose 2021, 28, 2537–2550. [Google Scholar] [CrossRef]
- Anuradhi, L.; Maria, J.P.; Suraj, S.; Sergiy, M. Nanocellulose-Based Sustainable Dyeing of Cotton Textiles with Minimized Water Pollution. ACS Omega 2020, 5, 9196–9203. [Google Scholar]
- Ma, R.B.; Abu, S.; Mubarak, A.K. Cationization of Cotton Fiber by Chitosan and Its Dyeing with Reactive Dye without Salt. Chem. Mater. Eng. 2014, 2, 96–100. [Google Scholar]
- Zhang, S.; Ma, W.; Ju, B.; Dang, N.; Zhang, M.; Wu, S.; Yang, J. Continuous dyeing of cationised cotton with reactive dyes. Color. Technol. 2005, 121, 183–186. [Google Scholar] [CrossRef]
- Xiao, S.; Xu, P.; Peng, Q.; Chen, J.; Huang, J.; Wang, F.; Noor, N. Layer-By-Layer Assembly of Polyelectrolyte Multilayer onto PET Fabric for Highly Tunable Dyeing with Water Soluble Dyestuffs. Polymers 2017, 9, 735. [Google Scholar] [CrossRef] [Green Version]
- Javaid, S.; Mahmood, A.; Nasir, H.; Iqbal, M.; Ahmed, N.; Ahmad, N.M. Layer-By-Layer Self-Assembled Dip Coating for Antifouling Functionalized Finishing of Cotton Textile. Polymers 2022, 14, 2540. [Google Scholar] [CrossRef]
- Türkaslan, S.S.; Ugur, Ş.S.; Türkaslan, B.E.; Fantuzzi, N. Evaluating the X-ray-Shielding Performance of Graphene-Oxide-Coated Nanocomposite Fabric. Materials 2022, 15, 1441. [Google Scholar] [CrossRef] [PubMed]
- Uğur, Ş.S.; Sarıışık, M.; Aktas, A.H. Nano-Al2O3 multilayer film deposition on cotton fabrics by layer-by-layer deposition method. Mater. Res. Bull. 2011, 46, 1202. [Google Scholar] [CrossRef]
- SeChin, C.; Ryan, P.S.; Brian, C.; Jaime, C. Surface Coating for Flame-Retardant Behavior of Cotton Fabric Using a Continuous Layer-by-Layer. Ind. Eng. Chem. Res. 2014, 53, 3805–3812. [Google Scholar]
- Ugur, S.S.; Sarıışık, M.; Aktaş, A.H.; Uçar, M.C.; Erden, E. Modifying of cotton fabric surface with nanoZnO multilayer films by layer-by-layer deposition method. Nanoscale Res. Lett. 2010, 5, 1204. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ugur, S.S.; Sariisik, M.; Aktas, A.H. The fabrication of nanocomposite thin films with TiO2 nanoparticles by the layer-by-layer deposition method for multifunctional cotton fabrics. Nanotechnology 2010, 21, 325603. [Google Scholar] [CrossRef]
- Wang, Q.; Hauser, P.J. Developing a Novel UV Protection Process for Cotton Based on Layer-By-Layer Self-Assembly. Carbohydr. Polym. 2010, 81, 491–496. [Google Scholar] [CrossRef]
- Uğur, Ş.S.; Sarıışık, M. Electrostatic self-assembly dyeing of cotton fabrics. Color. Technol. 2011, 127, 372–375. [Google Scholar] [CrossRef]
- Khan, F.; Liu, P.; Xu, F.; Ma, Y.; Qiu, Y. Dye Aggregation in Layer-By-Layer Dyeing of Cotton Fabrics. RSC Adv. 2016, 6, 20286–20293. [Google Scholar] [CrossRef]
- Sayed, U.; Dabhi, P. Finishing of textiles with fluorocarbons. In Waterproof and Water Repellent Textiles and Clothing; Williams, J., Ed.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 139–152. [Google Scholar]
- Jain, A.K.; Tesema, A.F.; Haile, A. Development of multifunctional cotton using fluorocarbon resin. J. Text. Fibrous Mater. 2018, 1, 2515221118786052. [Google Scholar] [CrossRef] [Green Version]
- Ibrahim, M.; Mondal, H.; Joykrisna, S. Fabrication of C6-Fluorocarbon-dendrimer-based superhydrophobic cotton fabrics for multifunctional aspects. Cellulose 2023, 30, 639–663. [Google Scholar]
- Wang, H.; Song, X.; Xu, L.; Li, X.; Wang, J.; Zhao, Y.; Cai, Z. Fabrication of acid-resistant fabrics with fuoropolymer/SiO2 nanocomposites for the application of protective clothing. J. Ind. Text. 2018, 47, 727–740. [Google Scholar] [CrossRef]
- Kowalski, M.; Salerno-Kochan, R.; Kamińska, I.; Cieślak, M. Quality and Quantity Assessment of the Water Repellent Properties of Functional Clothing Materials after Washing. Materials 2022, 15, 3825. [Google Scholar] [CrossRef]
Figure 1.
The color strength values (K/S) and color differences (ΔΕ) of the fabrics.

Figure 2.
SEM images of the untreated, LbL- and pad–dry–cure-treated samples.

Figure 3.
Air permeability test results of the untreated, pad–dry–cure- and LbL-treated fabrics.

Figure 4.
Tensile strength test results of the untreated, pad–dry–cure- and LbL-treated fabrics.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Experimental details of the pad–dry–cure and LbL processes.
| Dyestuff | Process | Layer Number | |
|---|---|---|---|
| Reaktoset Red RFT | LbL | 8 | (RR/F)8 |
| 12 | (RR/F)12 | ||
| Padding | - | RR/F | |
| Reaktoset Yellow RFT | LbL | 8 | (RY/F)8 |
| 12 | (RY/F)12 | ||
| Padding | - | RY/F | |
| Reaktoset Brilliant Blue BRF | LbL | 8 | (RB/F)8 |
| 12 | (RB/F)12 | ||
| Padding | - | RB/F | |
| Direct Scarlet Red F2G | LbL | 8 | (DR/F)8 |
| 12 | (DR/F)12 | ||
| Padding | - | DR/F | |
| Direct Yellow PG | LbL | 8 | (DY/F)8 |
| 12 | (DY/F)12 | ||
| Padding | - | DY/F | |
| Direct Blue B2R | LbL | 8 | (DB/F)8 |
| 12 | (DB/F)12 | ||
| Padding | - | DB/F |
Table 2.
Washing, rubbing and light color fastness results.
| Fabrics | Washing Fastness | Rubbing Fastness | Light Fastness | ||
|---|---|---|---|---|---|
| Staining | Color Change | Dry | Wet | ||
| (RR/F)8 | 3/4 | 4 | 4/5 | 3/4 | 3 |
| (RR/F)12 | 3/4 | 4 | 4/5 | 3/4 | 3 |
| RR/F | 3/4 | 4 | 4/5 | 4 | 3/4 |
| (RY/F)8 | 3 | 4 | 4 | 3/4 | 3/4 |
| (RY/F)12 | 3/4 | 4 | 4 | 4 | 4 |
| RY/F | 3/4 | 4 | 4/5 | 4 | 4+ |
| (RB/F)8 | 3/4 | 4 | 4 | 4/5 | 3/4 |
| (RB/F)12 | 3/4 | 4 | 4 | 4/5 | 4 |
| RB/F | 4 | 4 | 4 | 4/5 | 4+ |
| (DR/F)8 | 3 | 3/4 | 4/5 | 4 | 2/3 |
| (DR/F)12 | 3 | 3/4 | 4/5 | 4 | 3 |
| DR/F | 2 | 1/2 | 1/2 | 1 | 2/3 |
| (DY/F)8 | 3 | 4 | 3/4 | 3 | 3/4 |
| (DY/F)12 | 3/4 | 4 | 3/4 | 3 | 4 |
| DY/F | 2 | 1/2 | 1/2 | 1 | 3 |
| (DB/F)8 | 3 | 3/4 | 3/4 | 4 | 3 |
| (DB/F)12 | 3 | 3/4 | 3/4 | 4/5 | 3 |
| DB/F | 1/2 | 2 | 1/2 | 1 | 2/3 |
Table 3.
Water repellency, oil repellency and contact angle measurement test results.
| Fabrics | Water Repellency Grade | Oil Repellency Grade | Contact Angle | |||
|---|---|---|---|---|---|---|
| Treatment | 5 Washing Cycles | Treatment | 5 Washing Cycles | Treatment | 5 Washing Cycles | |
| Untreated fabric | ISO 0 | - | - | - | - | - |
| (RR/F)8 | ISO 4 | ISO 3 | 5 | 4 | 141.4 | 139.8 |
| (RR/F)12 | ISO 4 | ISO 4 | 5 | 4 | 143.2 | 142.4 |
| RR/F | ISO 4 | ISO 3 | 6 | 4 | 142.7 | 138.2 |
| (RY/F)8 | ISO 3 | ISO 3 | 6 | 5 | 143.7 | 141.3 |
| (RY/F)12 | ISO 4 | ISO 3 | 7 | 7 | 142.9 | 142.2 |
| RY/F | ISO 3 | ISO 3 | 7 | 6 | 143.4 | 137.4 |
| (RB/F)8 | ISO 4 | ISO 4 | 6 | 5 | 144.8 | 143.1 |
| (RB/F)12 | ISO 4 | ISO 4 | 7 | 6 | 146.6 | 144.7 |
| RB/F | ISO 4 | ISO 4 | 7 | 6 | 144.9 | 140.3 |
| (DR/F)8 | ISO 4 | ISO 3 | 3 | 3 | 134.0 | 129.3 |
| (DR/F)12 | ISO 4 | ISO 3 | 3 | 3 | 134.7 | 131.4 |
| DR/F | ISO 4 | ISO 3 | 4 | 3 | 136.3 | 132.5 |
| (DY/F)8 | ISO 4 | ISO 3 | 5 | 4 | 134.2 | 132.3 |
| (DY/F)12 | ISO 4 | ISO 3 | 6 | 5 | 136.9 | 132.7 |
| DY/F | ISO 3 | ISO 2 | 6 | 5 | 135.4 | 131.2 |
| (DB/F)8 | ISO 3 | ISO 3 | 4 | 4 | 133.2 | 129.7 |
| (DB/F)12 | ISO 4 | ISO 3 | 5 | 4 | 134.3 | 131.9 |
| DB/F | ISO 4 | ISO 3 | 5 | 4 | 133.9 | 131.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Uğur, Ş.S. Sustainable Dyeing and Finishing of Cotton Fabrics with Layer-by-Layer Technique. Coatings 2023, 13, 1129. https://doi.org/10.3390/coatings13061129
AMA Style
Uğur ŞS. Sustainable Dyeing and Finishing of Cotton Fabrics with Layer-by-Layer Technique. Coatings. 2023; 13(6):1129. https://doi.org/10.3390/coatings13061129
Chicago/Turabian StyleUğur, Şule Sultan. 2023. "Sustainable Dyeing and Finishing of Cotton Fabrics with Layer-by-Layer Technique" Coatings 13, no. 6: 1129. https://doi.org/10.3390/coatings13061129
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.