Experimental Study on Laser-MIG Hybrid Welding of Thick High-Mn Steel Plate for Cryogenic Tank Production


Abstract
:1. Introduction
2. Materials and Methods
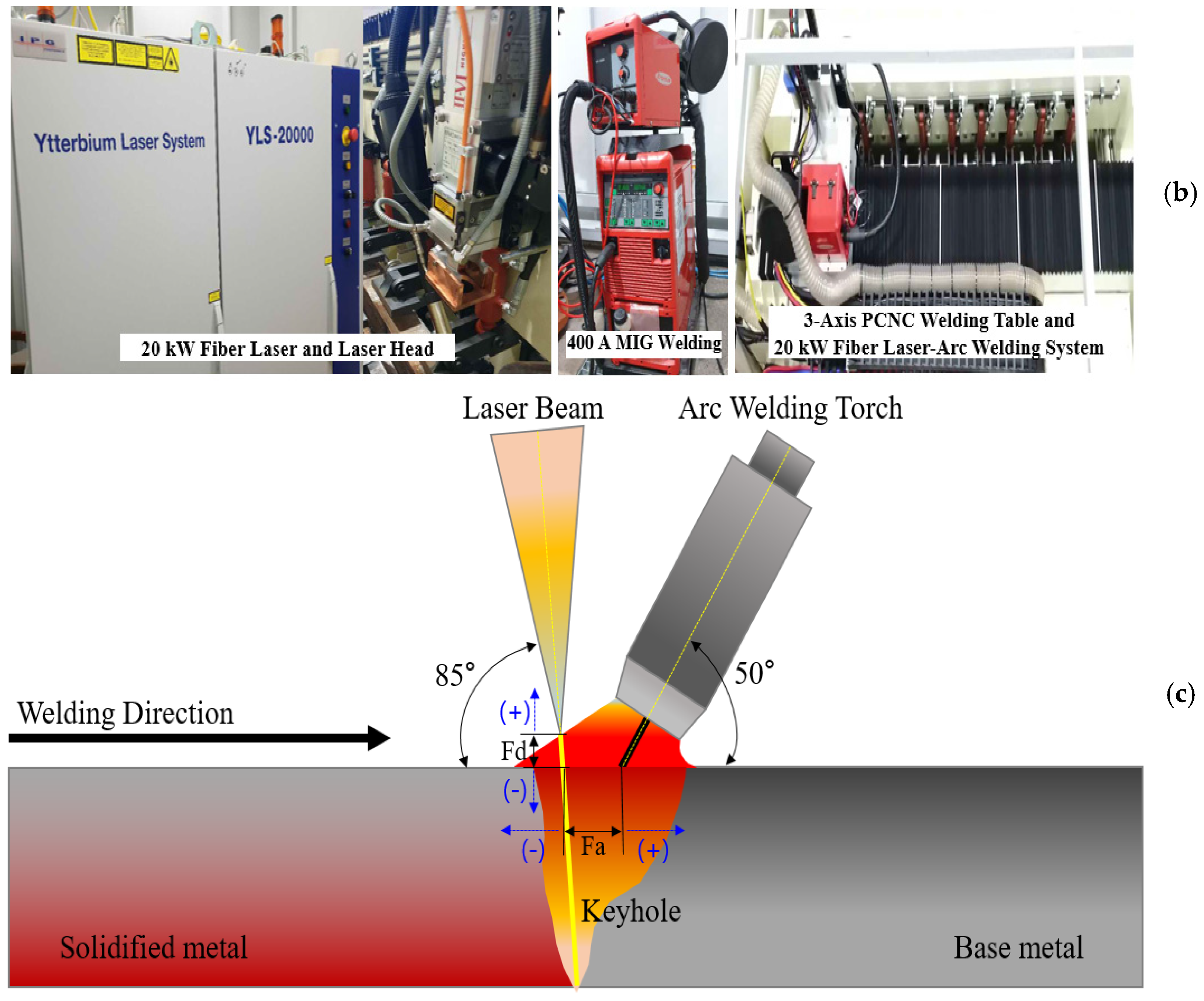
2.1. Experimental Specifications and Welding Parameters
2.2. Bead-on-Plate (BOP) Test
3. Results
3.1. Analysis of the Main Experiment for Obtaining Optimal Conditions
3.2. Mechanical and Microstructural Characteristics
3.2.1. Tensile Strength Test
3.2.2. Low-Temperature Impact Test
3.2.3. Bend Test
3.2.4. Macrostructure Observation and Hardness Test
3.2.5. Microstructure of Laser-MIG Hybrid Welded Joint
4. Conclusions
- Reduction of the focal size of the laser beam by the Fd value in the negative direction instead of on the object surface increased its sensitivity to the occurrence of humping defect. It was also concluded that reducing the laser beam diameter might reduce the underfill defect when using a high-power laser output.
- The relationship between humping defect and the distance of the laser and arc (Fa) was not very conclusive. A reduction in the arc output identical welding conditions and a high welding speed might reduce the humping defect.
- Although the tensile strength of the base material was slightly less than 866 MPa under optimal welding conditions, the yield strength was 30% higher than that of the base material. In addition, the low-temperature impact values of the specimen were equal to or greater than 58 J at all locations in the weld zone, which was twice that of the accepted value.
- Discontinuities and defects were not observed in any direction during the bend test. The hardness test confirmed that the hardness did not exceed 292 HV. Thus, a separately hardened structure was not formed in the welded joint.
- The microstructure of the weld joint confirmed the absence of defects, such as cracks and pores, in the overall laser-arc hybrid welded joint. In addition, liquation cracks were absent in the fusion boundary and at the CG-HAZ. The differences can be observed clearly by segregating the MIG and laser zones according to the characteristics of the laser-arc hybrid welding section. These differences in the microstructures of the laser hybrid welds at different locations are attributed to the differences in the cooling rate and heat input.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Schinas, O.; Butler, M. Feasibility and commercial considerations of LNG-fueled ships. Ocean Eng. 2016, 122, 84–96. [Google Scholar] [CrossRef]
- Yoo, B. Economic assessment of liquefied natural gas (LNG) as a marine fuel for CO2 carriers compared to marine gas oil (MGO). Energy 2017, 121, 772–780. [Google Scholar] [CrossRef]
- Thomson, H.; Corbett, J.; Winebrake, J. Natural gas as a marine fuel. Energy Policy 2015, 87, 153–167. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.; Yoo, W.; Yoo, C.; Kim, K.; Kim, Y. An experimental study on fatigue performance of cryogenic metallic materials for IMO type B tank. Int. J. Nav. Arch. Ocean 2013, 5, 580–597. [Google Scholar] [CrossRef] [Green Version]
- IMO. In Proceedings of the Sub-Committee on Carriage of Cargoes and Containers (CCC), Interim Guidelines on Steel for Cryogenic Service Agreed, 5th Session, London, UK, 10–14 September 2018; pp. 10–14.
- European Commission. Study on the EU’s List of Critical Raw Materials; European Commission: Luxembourg, 2020; pp. 381–396. [Google Scholar]
- James, S.B. Solidification Behavior and Hot Cracking Susceptibility of High Manganese Steel Weld Metals; Ohio State University: Columbus, OH, USA, 2013. [Google Scholar]
- Wang, Y.; Shi, B.; He, Y.; Zhang, H.; Peng, Y.; Wang, T. A Fine Grain, High Mn Steel with Excellent Cryogenic Temperature Properties and Corresponding Constitutive Behavior. Materials 2018, 11, 253. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Suitability of High Manganese Austenitic Steel for Cryogenic Service and Development of Any Necessary Amendments to the IGC Code and IGF Code. 2016. CCC 3 8 Technical Information Regarding High Manganese Austenitic Steel for Cryogenic Service. Available online: https://www.totalmateria.com/page.aspx?ID=CheckArticle&site=kts&LN=AR&NM=537 (accessed on 1 November 2018).
- Stefano, S.; Fersini, M.; Giuliana, Z. Comparison between SAW and laser welding processes applied to duplex structures for bridges. Weld. Int. 2009, 23, 687–698. [Google Scholar]
- Uwe, R.; Simon, O.; Stefan, J.; Markus, S.; Oleg, M.; Eduardo, R. Laser Beam Submerged Arc Hybrid Welding. Phys. Procedia 2012, 39, 75–83. [Google Scholar]
- Kuzmikova, L.; Larkin, N.; Pan, Z.; Callaghan, M.; Li, H.; Norrish, J. Investigation into feasibility of hybrid laser-GMAW process for welding high strength quenched and tempered steel. Australas. Weld. J. 2012, 57, 1–9. [Google Scholar]
- Sun, X. Failure Mechanisms of Advanced Welding Processes; Woodhead Publishing Limited: Cambridge, UK, 2010; pp. 219–253. [Google Scholar]
- Kim, J.; Kim, J.; Kang, S.; Chun, K. Laser Welding of ASTM A553-1 (9% Nickel Steel) (PART I: Penetration Shape by Bead on Plate). Metals 2020, 10, 484. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.; Kim, J. Laser Welding of ASTM A553-1 (9% Nickel Steel) (PART II: Comparison of Mechanical Properties with FCAW). Metals 2020, 10, 999. [Google Scholar] [CrossRef]
- Soltani, H.; Tayebi, M. Comparative study of AISI 304L to AISI 316L stainless steels joints by TIG and Nd:YAG laser welding. J. Alloys Compd. 2018, 767, 112–121. [Google Scholar] [CrossRef]
- Kim, D.; Pyo, C.; Kim, J.; Kim, J.; Lee, H. A Study on Cross-Shaped Structure of Invar Material Using Cold Wire Laser Fillet Welding (PART I: Feasibility Study for Weldability). Metals 2020, 10, 1385. [Google Scholar] [CrossRef]
- Khan, P.A.A.; Debroy, T.; David, S.A. Laser beam welding of High-Manganese Stainless Steels—Examination of Alloying Element Loss and Microstructural Changes. Weld. J. 1988, 61, 67. [Google Scholar]
- Kim, J.; Kim, J.; Pyo, C. A Study on Fiber Laser Welding of High-Manganese Steel for Cryogenic Tanks. Processes 2020, 8, 1536. [Google Scholar] [CrossRef]
- Matsumoto, N.; Kawahito, Y.; Nishimoto, K.; Katayama, S. Effects of laser focusing properties on weldability in high-power fiber laser welding of thick high-strength steel plate. J. Laser Appl. 2017, 29, 012003. [Google Scholar] [CrossRef] [Green Version]
- Landowski, M. Influence of Parameters of Laser Beam Welding on Structure of 2205 Duplex Stainless Steel. Adv. Mater. Sci. 2019, 19, 21–31. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Gao, M.; Wang, D.; Yin, J.; Zeng, X. Relationship between pool characteristic and weld porosity in laser arc hybrid welding of AA6082 aluminum alloy. J. Mater. Process. Technol. 2017, 240, 217–222. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy; John Wiley & Sons: Hoboken, NJ, USA, 2002. [Google Scholar]
- David, S.A.; Vitek, J.M. Correlation between solidification parameters and weld microstructures. Int. Mater. Rev. 1989, 34, 213–245. [Google Scholar] [CrossRef]
- Wu, N.Q.; Xia, C.; Li, M.; Perrusquia, N.; Mao, S. Interfacial Structure and Micro and Nano-Mechanical Behavior of Laser-Welded 6061 Aluminum Alloy Blank. J. Eng. Mater. Technol. 2004, 126, 8–13. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition | Yield Strength (MPa) | Tensile Strength (MPa) |
|---|---|---|---|
| 9% Nickel steel | Fe-9Ni | >585 | 690–825 |
| STS304L | Fe-18.5Cr-9.25Ni | >205 | >585 |
| Al5083-O | Al-4.5Mg | 124–200 | 276–352 |
| Invar | Fe-36Ni | 230–350 | 400–500 |
| High-Mn steel | Medium C-high Mn | >400 | 800–970 |
| Key Performance Indicators | Units | Research Objectives | Remarks |
|---|---|---|---|
| Welding joint/groove | - | Butt joint/I-groove | - |
| Welding pass | Pass | One pass | - |
| Welding speed | cm/min | ≥100 | - |
| * Tensile strength | MPa | ≥660 | Base metal (min. T.S.: 800 MPa) or welding consumable (min. T.S.: 660 MPa), whichever is lower |
| * Impact energy | J | ≥27 J at −196 °C | At weld metal base |
| * Bend test | - | Defect is not acceptable | Defects appearing at the corners of a test specimen may be disregarded |
| * Macro test | - | Defect is not acceptable | Cracks and lack of fusion are not accepted |
| * Hardness test | - | Hardness values are only for information | - |
| Material | Chemical Composition (%) | ||||
|---|---|---|---|---|---|
| High-Mn steel (ASTM A240XM-M) | C | Si | Mn | P | S |
| 0.4417 | 0.282 | 24.291 | 0.0155 | 0.0008 | |
| Cr | Ni | As | B (ppm) | - | |
| 3.380 | 0.027 | 0.010 | 28 | - | |
| Welding consumable (ASME SFA-5.22 E307T1-1/4) | C | Si | Mn | P | S |
| 0.302 | 0.423 | 19.56 | 0.008 | 0.001 | |
| Test No. | Welding Conditions | Humping Defect | Root Surface Appearance | ||||
|---|---|---|---|---|---|---|---|
| Laser (kW) | Fa (mm) | Fd (mm) | Welding Current (A) | Speed (cm/min) | |||
| 01 | 13 | 6 | −14 | 300 | 100 | Poor |  |
| 02 | 13 | 6 | −14 | 200 | 100 | Bad |  |
| 03 | 13 | 6 | −14 | 250 | 100 | Poor |  |
| 04 | 14 | 6 | −14 | 400 | 100 | Poor |  |
| 05 | 16 | 6 | −14 | 400 | 100 | Poor |  |
| 06 | 16 | 6 | −17 | 200 | 100 | Poor |  |
| 07 | 16 | 6 | −12 | 200 | 100 | Poor |  |
| 08 | 16 | 6 | −10 | 200 | 100 | Bad |  |
| 09 | 16 | 6 | −8 | 200 | 100 | Poor |  |
| 10 | 16 | 6 | −10 | 100 | 100 | Poor |  |
| 11 | 17 | 6 | −10 | 150 | 100 | Bad (Underfill) |  |
| 12 | 18 | 6 | −10 | 200 | 100 | Poor (Underfill) |  |
| 13 | 13 | 6 | −12 | 300 | 100 | Poor |  |
| 14 | 13 | 6 | −11 | 300 | 100 | Poor |  |
| 15 | 13 | 6 | −11 | 300 | 110 | Poor |  |
| 16 | 13 | 6 | −11 | 300 | 90 | Poor |  |
| 17 | 13 | 4 | −11 | 300 | 90 | Poor |  |
| 18 | 13 | 4 | −11 | 300 | 95 | Poor |  |
| 19 | 13 | 4 | −11 | 300 | 100 | Bad |  |
| 20 | 13 | 2 | −11 | 300 | 100 | Poor |  |
| 21 | 14 | 8 | −8 | 300 | 100 | Bad |  |
| 22 | 14 | 8 | −8 | 300 | 102 | Good |  |
| 23 | 14 | 8 | −8 | 300 | 105 | Bad |  |
| Test No. | Optimal Welding Conditions | Welded Joint Appearance | ||||
|---|---|---|---|---|---|---|
| Laser (kW) | Fa (mm) | Fd (mm) | Welding Current (A) | Speed (cm/min) | ||
| 22 | 14 | 8 | −8 | 300 | 102 |   |
| Position | Temperature (°C) | Test Results (J) | Accept Criteria |
|---|---|---|---|
| Weld metal | −196 | 58 | ≥27 J at −19 °C at weld metal base |
| Fusion line | 62 | ||
| Fusion line + 1 mm | 114 | ||
| Fusion line + 3 mm | 112 | ||
| Fusion line + 5 mm | 94 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, D.-S.; Lee, H.-K.; Seong, W.-J.; Lee, K.-H.; Bang, H.-S. Experimental Study on Laser-MIG Hybrid Welding of Thick High-Mn Steel Plate for Cryogenic Tank Production. J. Mar. Sci. Eng. 2021, 9, 604. https://doi.org/10.3390/jmse9060604
Kim D-S, Lee H-K, Seong W-J, Lee K-H, Bang H-S. Experimental Study on Laser-MIG Hybrid Welding of Thick High-Mn Steel Plate for Cryogenic Tank Production. Journal of Marine Science and Engineering. 2021; 9(6):604. https://doi.org/10.3390/jmse9060604
Chicago/Turabian StyleKim, Du-Song, Hee-Keun Lee, Woo-Jae Seong, Kwang-Hyeon Lee, and Hee-Seon Bang. 2021. "Experimental Study on Laser-MIG Hybrid Welding of Thick High-Mn Steel Plate for Cryogenic Tank Production" Journal of Marine Science and Engineering 9, no. 6: 604. https://doi.org/10.3390/jmse9060604